Die Casting Design 10 Concepts including:
- Material selection
- Stiffener setting
- Maintain Uniform Wall Thickness
- Local extrusion process
- Improved gating systems and cooling measures
- Mold temperature and parameter optimization
- Fillets design
- Rounded corner design
- Dimensional tolerances and accuracy
- Handling of internal features
The above ten concepts are based on industry standards and the latest research, integrating the principles of materials science, process optimization and structural engineering.
Each concept involves the key factors that affect the quality, cost and manufacturability of die-cast parts.
Haichen is a full-service die casting machine manufacturer, engaged in the design, production and related services of aluminum, magnesium and zinc high-pressure die casting molds.

We pays special attention to applications that require high precision, so quality is integrated into the parts from the beginning of the design of the mold to ensure that the production line produces satisfactory die castings for the end producer.
If you are in need of a reliable die-casting machine and molds that are highly functional, durable and cost-effective, you might want to take a look at Haichen’s manufacturing techniques.
With extensive experience in die-casting mold design and tool development across various industries, Haichen can offer you tailor-made top-level solutions.
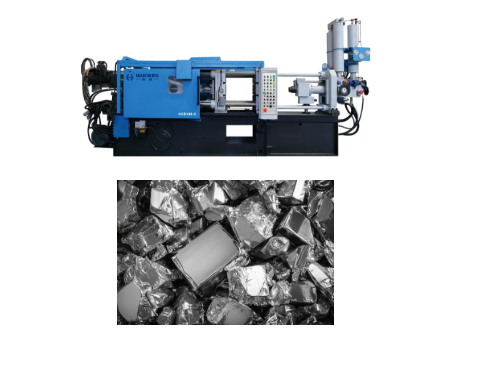
Material selection
- Aluminum alloy
- Magnesium alloy
- Zinc alloy
Choosing the right die casting alloy is the basis for a successful design.
Commonly used die casting materials include aluminum, zinc, and magnesium alloys, each with specific properties.
Such as strength, weight, corrosion resistance, and thermal conductivity.
When choosing a material, consider its compatibility with the product function.
Aluminum alloy
Aluminum alloys are widely used in automotive, electronics, aerospace and medical fields.
Because of their light weight, high strength, good thermal conductivity and corrosion resistance.
For instance, Haichen has developed production plans for aluminum die-cast road stubs, street lamp shells, aluminum die-cast POTS, and so on.
Common types of aluminum alloys are ADC7, ADC10, ADC12, etc.
Al-Si alloy has good crystallization temperature interval and low linear shrinkage coefficient.
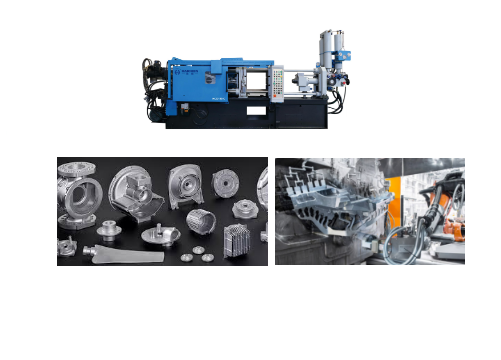
Magnesium alloy
Magnesium alloys, known for their low weight, are suitable for large structural parts molds and products.
And has a wide range of applications in aerospace, military and automotive fields.
Common magnesium alloy models include AZ91D and AZ80M.

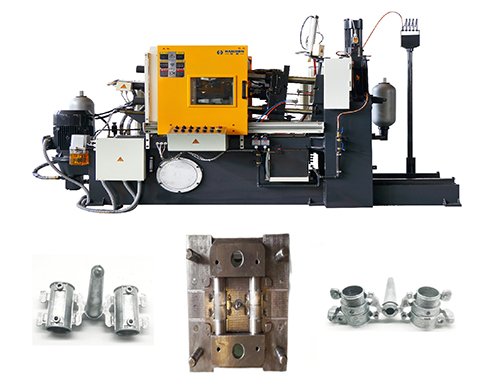
Zinc alloy
Zinc alloys, known for their low melting point and high corrosion resistance.
Making them suitable for the manufacture of lightweight components such as toys, lamps and decorations.
In addition, it is also applied in all aspects of life.
For instance, Haichen once carried out a production case of zinc die-cast door handles and pipe fittings.
The high ductility and impact strength of zinc alloys also make them useful in the manufacture of complex components.
Stiffener setting
Adding stiffeners to thick walls can not only increase rigidity and strength.
But also help the alloy flow smoothly and reduce defects such as shrinkage holes.
Porosity and cracks caused by excessive concentration of alloys.
The stiffeners should be designed to avoid straight long ribs to prevent internal stress and deformation.
Maintain Uniform Wall Thickness
Maintaining consistent wall thickness of castings is critical, as uneven wall thickness can lead to poor filling and internal defects such as porosity and cracks.
Uniform wall thickness helps ensure the stability and repeatability of the casting.
In the design stage, try to make the wall thickness of the die casting the same everywhere to avoid sudden changes in wall thickness.
If different wall thicknesses are necessary, a gentle transition design should be used.

Local extrusion process
For die castings with complex shapes and uneven wall thicknesses.
A local extrusion process can be used to apply pressure to the thick walls during the solidification process of the castings.
To force the shrinkage and porosity defects to eliminate shrinkage porosity defects.
Improved gating systems and cooling measures
By improving the gating and riser system, the whole casting sequence is facilitated.
Increase cooling and water spraying measures in thick parts that are prone to shrinkage porosity, such as the corners of castings.
Add cold iron and cold copper, in the core of the thick-walled part.
This increases the cooling rate and avoids shrinkage and porosity.
Mold temperature and parameter optimization
The setting of mold temperature is of great significance.
Haichen always ensures uniform mold temperature to prevent uneven plastic filling caused by uneven mold temperature.
At the same time, the parameters are correct to prevent setting too early or too late.

Fillets design
Sharp internal or external corners are critical design flaws. They act as stress risers, disrupt the flow of molten metal, and accelerate die wear under high-pressure injection .
Adding fillets and chamfers to the design can effectively reduce stress concentrations, avoid cracks, and simplify mold manufacturing.
For zinc, chamfering of 0.5º , and for aluminium it is 1º-2º.
Rounded corner design
- Scope of application
- Radius selection
- Chamfered design
Scope of application
In die castings, all wall-to-wall joints (including right, acute or obtuse angles) should be designed with rounded corners except for the mold parting surface.
Radius selection
The radius of the fillet should generally not be less than 0.5mm, and the maximum should not exceed half of the wall thickness.
For example, for zinc alloys, the minimum corner radius is 0.5mm, while for aluminum, magnesium alloys it is 1.0mm.
The exact value can be adjusted according to the type of alloy.
Rounded corners help the metal flow smoothly, reduce eddy currents or turbulence.
Avoid cracks caused by stress concentrations, and obtain a uniform coating when plating or coating.
Chamfered design
The chamfer design can reduce turbulence in the metal flow, help the casting to demold smoothly, reduce friction and strain, and thus extend the life of the mold.
Add a large number of chamfers to the surface parallel to the direction of the part pop-up, which will help the part pop out.
Dimensional tolerances and accuracy
The dimensional tolerances of die-cast parts usually follow the GB/T 6414-2016 standard (or the international standard ISO 8062-3).
This standard classifies die-cast parts into 15 grades, from CT1 to CT15, with lower grades indicating higher precision.
How to deal with the limitations of die-casting accuracy
Post-processing allowance:Reserve machining allowance on the design drawing (e.g. +0.2mm). After the die-cast part is demolded, it undergoes mechanical processing such as turning, milling, and drilling to meet the precise size requirements.
Grade tolerance: For critical assembly surfaces, a higher precision grade (such as CT3) is adopted, while for non-critical surfaces, a standard grade (such as CT7) is used to control costs.
Heat treatment compensation: During the heat treatment process, precise temperature control and aging procedures are incorporated to minimize thermal deformation.

Final processing needs
Difficult high-precision features that require final processing to reduce material removal and avoid exposing porosity.
The die casting design process ensures the quality and production efficiency of the product, and the above ten concepts emphasize the factors.
Haichen‘s die casting experience
Best practices for dimensional tolerance and precision control of die castings include comprehensive control from mold design to post-processing.
By strictly controlling the mold material, process parameters, mold temperature and post-treatment process.
And using precision measurement tools for frequent inspection and monitoring.

Design with the experts
The right design can help you to take full advantage of the die casting process, resulting in an enhanced end product and improving overall cost-efficiency.
To be confident in engineering an optimal design, you need to work with the best in the business – and that means the team here at Haichen Machinery.
Leading the way in aluminium die casting, we bring all the latest techniques, equipment, and knowledge to the table. To take advantage of our skills and services, get in touch with the team today.



