The ejection space of a die casting machine refers to the area required for ejection system operation.
Typically, it is located in the ejection box or chamber,this space accommodates components like ejector plates and ejector pins.
Moreover, it allows the ejection plate to move during the ejection stroke to push the casting out.
When choosing the ejection stroke distance, consider factors such as mold thickness and die casting size.
And the material characteristics to ensure that the die casting process goes smoothly and gets a high-quality casting.
Definition and Role of Ejection Space
Firstly, the ejection space is a key area in die casting mold design, located in the ejector die half on the moving platen.
It features a hollow box-like structure containing ejection plates, ejector pins, guide rods, and return pins.
When the mold opens, the ejection system activates, and the ejection plate moves forward inside the box.

This action pushes ejector pins into the mold cavity to eject the casting.
Moreover, the space must be large enough for full plate movement, avoid interference, and distribute force evenly to prevent deformation.
The size of the ejection space depends on the ejector stroke and the mold size.
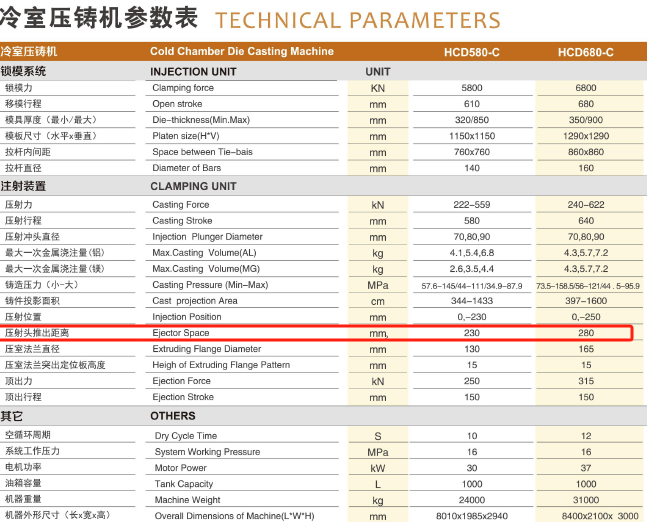
For instance, a hot chamber die casting machine has an ejection stroke of 70 mm,thus, the ejector plate requires at least 70 mm of moving space.
Moreover, the ejection box features a hollow structure,this allows the ejector plate to move relative to the ejection half-mold.
The impact of the size of the ejection space on die casting
- Affect mold life
- Casting quality
- Affects the thermal fatigue and thermal stress distribution of the mold
Affect mold life
Improper size of the ejection space may cause the ejector rod to jam and damage the ejector rod hole, which in turn will affect the mold life.
For example, insufficient dimensional accuracy or insufficient finish of the ejector rod hole can easily lead to the ejector rod jamming or aluminum input, causing damage to the ejector rod hole, and in severe cases, even leading to mold scrapping, affecting the mold life.

Casting quality
In addition, the size and position of the ejector rod diameter also have an impact on the casting quality.
Too large a diameter may lead to large forming marks on the surface of the casting, and too small a diameter will cause insufficient ejection strength and easy breakage of the ejector rod.
Therefore, the reasonable design of the ejection structure, such as the use of tapered pulling rod, can prevent the material flow from rushing directly into the cavity and improve the ejection effect.
Affects the thermal fatigue and thermal stress distribution of the mold
The size of the ejection space may also affect the thermal fatigue and thermal stress distribution of the mold.
For example, improper mold clearance settings can lead to mold locking or metal splashing, affecting casting quality and mold life.
In addition, the size of the ejection space may also affect the thermal balance and cooling effect of the mold, which in turn affects the mold life.
In conclusion, the size of the ejection space has a significant impact on the lifespan of the die casting mold and the quality of the casting.
Reasonable design of ejection structure and optimization of ejection space size and position can improve mold life and casting quality.
General principles and specifications of ejection system design
- Ejection stroke and position
- Structure and materials of ejection system
Ejection stroke and position
The ejection stroke is generally 5~10mm away from the mold, and large molds can be appropriately increased.
Additionally, the thimble surface should be 0.03~0.05mm higher than the rear die plane. Moreover, the distance from the thimble to the edge of the mold core should be about 5mm.
Furthermore, prevent the product from sliding near the inclined roof. Also, avoid the thimble contacting the front die. If necessary, add a split pusher block or a reset structure.
The exterior surface of the front mold is at least 0.4mm from the edge of the product. The splicing of the dome pin or barrel hole should be avoided.
Structure and materials of ejection system
Ejection systems come in various forms, including ejector pins, flat tops, cylinders, straight tops, inclined roofs, push plates, push blocks, etc.
The structural design of the ejection system takes into account the shape, structure and plastic properties of the product.
The ejector pin material is commonly used SKH51, SKD61, etc., and the hardness requirements are HRC52~58.

The design of “ejection space” in different die-casting machines
- Ejector Pin
- Ejector Space
- Ejection System
- Compatibility between Mold and Ejection System
- Maintenance and Lifespan of the Ejection System
Ejector Pin
The diameter of the ejector pin usually ranges from 2.5 mm to 16 mm, with a common range of 4-8 mm. The cylindrical ejector pin is widely used due to its production convenience and standardized system.
The ejector pin should be arranged near the non-appearing surface or the protrusion to avoid affecting the product appearance.
The ejector pin should be as close as possible to the mold moving part where the casting is maintained to ensure the correct product shape.
For aluminum products, the ejector pin diameter is larger because the ejection force of aluminum is greater.
The diameter of the ejector pin should be determined based on the ejection force calculation, and the minimum diameter of the ejector pin should be approximately 2.5 mm, usually 5 mm.

Ejector Space
Haichen believes that there should be a certain distance between the ejector pin holes, usually at least 3 mm or more, to avoid interference between the ejector pins.
The ejector pin should avoid being arranged near the moving core or vulnerable areas.
The ejector pin holes should have sufficient die steel thickness (at least 1.5 mm) to guide the ejector pin, to extend the die life.
The surface treatment of the ejector pin holes should ensure that the ejector pin does not leave obvious marks on the casting surface, and the protrusions or depressions of the ejector pin holes should be less than 0.4 mm.

Ejection System
The ejector pin should be arranged at the part of the mold where the casting is easily grasped to ensure that the casting does not deform during ejection.
The ejection force should be determined based on the ejection force calculation, and the ejector pin should be able to withstand the ejection force.
The stroke of the ejector pin should be designed according to the mold type and automatic ejection requirements. Manual ejection may require a larger stroke.

Compatibility between Mold and Ejection System
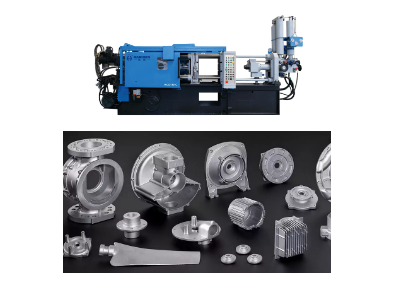
The ejector system of the mold should match the mold size and type. For example, cold chamber die casting machines are suitable for aluminum materials, while hot chamber die casting machines are suitable for low melting point metals.
The ejector system should comply with international standards, such as ISO standards, to ensure compatibility and interchangeability.
Maintenance and Lifespan of the Ejection System
The ejector system should be maintained regularly to ensure the smooth operation of the ejector pin and avoid production problems caused by ejection pin jamming or wear.
The lifespan of the ejector system depends on the usage frequency of the ejector pin and the usage conditions of the mold. Reasonable design and maintenance can extend the lifespan of the ejector system.
The ejector space of the Haichen die casting machine
- Mold design
- Optimize process conditions
- Mold space design
Haichen’s space adjustment in the mold design of the die-casting machine
The cushion block is between the moving mold base plate and the supporting plate, forming an activity space for the work of the push-out mechanism.
For small die-casting molds, the thickness of the spacer is also used to adjust the total thickness of the mold to meet the requirements of the minimum clamping distance of the die-casting machine.
Optimize process conditions
For more complex casting geometries, Haichen uses a complete model to analyze parameters such as wait time and punch speed to optimize process conditions.
Mold space design
Haichen die-casting machine adopts a larger mold space design, which can reduce the opportunity of flying materials, avoid material waste, and save production costs for customers.
If you need any help from Haichen in terms of die casting machine, please feel free to contact us.




