The complete production of zinc pipe fitting requires the assistance of many different processes.
The first step is to make the zinc alloy material into a blank through the die-casting process. Next, the blank is treated with cooling and flushing, followed by the batching and tapping process. After completion, it is polished and electroplated. Finally, the finished product is laser engraved with technical patterns, text or logos before packaging.
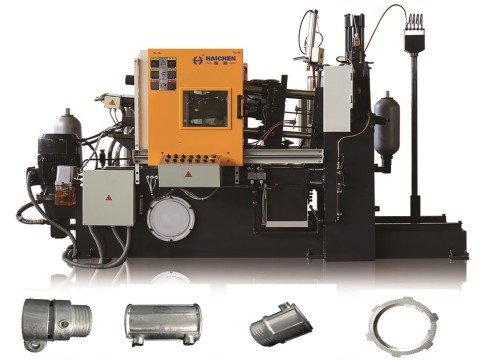
Among them, the hot chamber die-casting machine is the first step and the most core production equipment for the forming of zinc alloy pipe fittings.
We use die-casting machines to make zinc alloy pipe fittings. The die-casting steps are as follows: melt the zinc alloy ingot → inject it into the mold under high pressure → cool and demold → vibrate and polish to remove burrs → subsequent inspection and machining → secondary vibrate and polish.
Production method of zinc alloy die-cast pipe joints
Pipe fitting zinc alloy die casting production process mainly includes the following steps:
- Melting zinc alloy raw materials
- Use hot chamber die casting machine to die casting
- Zinc alloy pipe joint cooling moulding
- Hot chamber die casting machine to open the mould to take pieces
- Zinc alloy pipe joints to remove burrs
- Zinc alloy pipe fitting surface treatment
Melting zinc alloy raw materials

The use of melting furnace will be zinc ingot heating to about 400 ~ 430 ℃, so that it melts into liquid zinc water.
Use hot chamber die casting machine to die casting

The high temperature zinc water is injected into the mould through a high pressure injection machine to form a zinc alloy part of the required specification size.
Before pouring into the mould, it is necessary to attach a layer of mould release agent on the surface of the mould to ensure the service life of the mould and the quality of the casting.
Zinc alloy pipe fitting cooling moulding
Zinc water is indirectly cooled in the mould to form the zinc alloy pipe joints.
Hot chamber die-casting machine open mould to take parts

The hot chamber die casting machine opens the mould to take out the moulded zinc alloy fittings.
Zinc alloy pipe fitting deburring
Use the deburring machine to deburr the zinc alloy joints to remove the excess edges and corners.
Surface treatment of zinc alloy fittings
Zinc alloy fittings are usually surface treated, such as galvanised or hard chrome plated, to enhance their corrosion resistance and aesthetics.
These steps ensure that zinc alloy fittings have high strength, good sealing, vibration, corrosion, water and dust resistance.
Zinc alloy pipe fitting hot chamber die casting machine stamping process

The stamping process of zinc alloy pipe fitting hot chamber die casting machine includes raw material melting preparation, die casting stage and pick-up stage.
As follows:
- Melting and preparation
- Die casting process
- Cooling & Forming
- Mould Opening and Removal
- Cycle preparation
Melting and preparation
The zinc alloy is melted by heating and flows into the gooseneck pot of the die-casting machine and is kept in a liquid state.
Die casting process
Charging stage:
When the injection punch is lowered, the liquid metal enters the mould cavity through the nozzle and the liquid metal fills the mould along the channel.
Pressure holding stage:
After the liquid metal filling is completed, the punch maintains a certain pressure to ensure that the liquid metal solidifies completely.
Cooling & Forming
The liquid metal cools and solidifies in the mould to form the desired shape.
Mould Opening and Removal
After the liquid metal is completely solidified, the mould is opened and the punch rises to remove the formed casting.
Zinc pipe fitting production cycle preparation
After taking out the casting, spray the parting agent inside the mould and prepare for the next cycle of die-casting.
The whole hot chamber die casting machine production process is highly automatical.
It is suitable for the efficient production of zinc alloy pipe fittings.
Zinc alloy pipe fittings de-burring method
After zinc alloy pipe fittings die casting is completed, there are mainly the following methods to remove burrs:
- Manual deburring
- Mechanical deburring
- Electrolytic deburring
- High-pressure water jet deburring
- Ultrasonic deburring
Manual deburring
The use of files, sandpaper, grinding tools such as manual removal.
Suitable for small burrs and simple product structure of zinc alloy zinc alloy pipe joints.
Mechanical deburring

The use of burring machine or CNC deburring machine, through the high-speed rotation of the impeller projected material to remove burrs.
Applicable to complex shape of zinc alloy pipe joints, high efficiency and high precision.
Electrolysis deburring
Use electrolyte to remove burrs from zinc alloy pipe fittings.
But need to pay attention to the corrosiveness of the electrolyte and subsequent cleaning and rust treatment.
High-pressure water jet deburring
Use the instantaneous impact of water to remove zinc alloy pipe joint burrs.
At the same time to achieve the cleaning effect, the cost is higher.
Ultrasonic deburring
The use of ultrasonic instantaneous high-pressure removal of burrs, suitable for fine zinc alloy pipe joints processing.
Select the appropriate method according to the specific needs and complexity of the zinc alloy tube fitting product application level.
Zinc alloy pipe fitting surface treatment steps after die casting production
The surface treatment steps for zinc alloy fittings after die casting production are important to improve product quality.
Usually includes six key links:
- Mechanical polishing
- Degreasing and dewaxing
- Activation treatment
- Pre-plating
- Electroplating
- Passivation treatment
Mechanical polishing
In order to eliminate burrs and scratches on the surface of zinc alloy pipe fittings.
Improve the surface finish, to carry out detailed mechanical polishing.
Degreasing and de-waxing
Use chemical solvents or ultrasonic de-oiling to deal with zinc alloy pipe fittings.
Then use concentrated sulphuric acid to remove wax to ensure a clean surface.
Activation treatment
Activation treatment by dilute acid solution (such as citric acid).
In order to enhance the bonding force between the plating layer and the substrate of zinc alloy pipe fittings.
Pre-plating
Pre-plating treatment on zinc alloy pipe fittings.
Such as cyanide copper plating or pyrophosphate copper plating to form a transition layer.
Electroplating
Select different plating process according to the need.
Such as decorative chromium plating, nickel-chromium combination plating, etc., in order to obtain the desired appearance and protective properties.
Passivation
Final passivation treatment, such as using hydrofluoric acid and chromic anhydride solution to passivate.
To form a protective film and improve the corrosion resistance of the zinc alloy fittings.
These steps ensure that zinc alloy pipe fittings achieve good surface quality and durability after die casting.
Haichen can provide you with a total solution for zinc alloy pipe fitting die casting production
We specialise in high performance zinc alloy die casting machines for a wide range of industrial applications, including automotive and motorbike parts.

In addition, our zinc alloy die casting technology offers the advantages of efficiency, precision and complex shape realisation in the manufacture of quick release couplings.
Haichen has the ability to provide comprehensive solutions for zinc alloy tube fitting die casting production.



