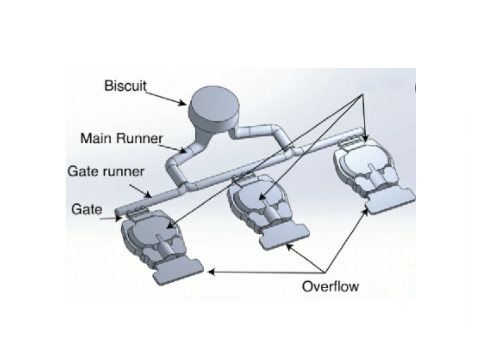
Die casting overflow do mainly includes vent and reduce oxidation, control molten metal flow, maintain mold temperature uniformity etc.
The overflow port of the die casting machine is a precisely designed auxiliary cavity system in the mold. Its core functions are exhaust, slag collection, flow control and heat preservation, which directly determines the integrity of the casting.
Die casting overflow guides cold metal, gas, and impurities away from the cavity. It is a key auxiliary feature for internal quality. It traps front cold metal to prevent cold shuts, works with vents to reduce porosity, and creates back pressure to fill fine details. Overflow capacity is usually 10-30% of casting weight. Place it exactly at the fill end. Vent depth must step down, and total vent area should be 20-30% of the ingate area. Good overflow design cuts cold shuts by over 50% and porosity by 30-50%, while improving surface finish.
The role of die casting overflow mainly reflect in the following aspects:
- Venting and reduce oxidation
- Control the flow of molten metal
- Maintain mold temperature uniformity
- Prevent defects and improve casting quality
- Adapt to different process requirements
- Common Overflow Problems and How to Fix Them
- Case Study: Haichen Overflow Optimization to Improve Quality
This article first introduces die casting overflow core functions. It then explains design key points and placement. Next, it analyzes how overflows affect casting quality. Finally, a HAICHEN case shows how optimizing overflows helps customers improve yield.

Venting and reduce oxidation
During the die casting process, molten metal fills the mold cavity under high pressure. And the gas in the cavity needs exhaust through the exhaust system.
Overflow wells are usually designed at the edge of the mold to guide the flow of molten metal. And help gas to escape from the mold, thereby reducing the formation of oxides and improving the quality of the casting.
Exhausting Cavity Gas
- Overflow grooves, by connecting to vent channels or exhaust grooves, provide an escape path for gases within the mold cavity. During melt filling, gases are drawn into the overflow grooves and discharged through them, reducing porosity and gas entrapment.
- If the overflow groove is improperly positioned (e.g., away from the melt confluence point), gases cannot be fully discharged, resulting in localized high-pressure areas (>2500 mbar) and the formation of porosity defects.
Optimizing Vent Path Design
- Overflow grooves should be combined with thin-walled vent channels (0.004-0.007 inch thickness): The initial thickness (1/64-1/32 inch) allows a small amount of melt to fill and solidify, forming a “gas barrier.” Subsequent gases are discharged only through a thin gap.
- Overflow grooves should be located at the final melt filling point (e.g., where multiple melt streams converge) to ensure that gases are pushed to the end of the cavity for discharge.
- Vent depth control: Vent depth is usually 0.05-0.15mm. The exact value depends on how well the alloy flows. For aluminum, use about 0.10-0.15mm. For zinc with excellent flow, use shallower 0.05-0.08mm. Design of Die casting overflow vents must start at the overflow end, not directly on the parting line.
Collecting Oxidized Melt
- The overflow trough acts as a “metal oxide container,” collecting the initial injection of melt (which is severely oxidized due to contact with air) and condensed metal at the front, preventing it from entering the main casting.
- Optimizing the overflow trough volume is crucial: if it is too small, it will not be able to accommodate sufficient oxidized metal, resulting in oxide residue in the casting.
Controlling Melt Flow
- Reducing Flow Rate: Increasing the cross-sectional area at the overflow trough connection reduces the melt flow rate and avoids turbulence that can lead to increased oxidation (especially for aluminum and magnesium alloys).
- Smooth Filling: Adjusting the injection speed ensures that the melt fills the cavity smoothly, minimizing splashing and oxidation.
Control the flow of molten metal
The design of overflow wells helps control the flow path of molten metal to ensure that the metal can evenly fill the mold cavity.
For example, overflow wells can guide molten metal around difficult-to-fill areas to avoid defects caused by underfilling or condensation.
Directing Metal Flow
Overflow troughs are typically located at the end of mold filling or at metal confluence points. They contain excess molten metal and guide the main flow, ensuring uniform filling of the cavity.
For example, placing overflow troughs in difficult-to-fill areas (such as those near thin walls or complex structures) can help prevent undercasting or cold shut defects.
Venting and Porosity Reduction
The overflow and vent grooves form a comprehensive venting system, allowing gases and lubricant volatiles to escape from the cavity, reducing porosity and oxide inclusions.
Contains impurities and cold metal
Serving as an auxiliary cavity, the overflow trough collects cold slag, scale, and cold metal at the leading edge of the melt.
Preventing these from entering the main casting and causing defects (such as cold shuts or inclusions).
Maintain mold temperature uniformity
In small castings, overflow wells can increase the total mass of molten metal, thereby helping to maintain mold temperature uniformity.
This helps reduce condensation defects caused by uneven temperature, such as cold welding, that is, the molten metal fails to fully fuse.
Increasing Molten Metal Mass to Balance Heat Capacity
Overflow wells increase the total metal mass of small or thin-walled castings by capturing excess molten metal.
Optimize overflow port location and design
Location selection: Overflow ports should be located in low-temperature areas of the mold, at the end of the molten metal filling process, or where multiple streams of metal meet to specifically increase the local temperature.
Dimensional Design
The overflow is typically thinner than the main runner, and should be designed to be less than long to prevent backflow of molten metal.

Prevent defects and improve casting quality
The design of the overflow well can reduce pores and defects inside the casting.
For example, by reasonably designing the overflow port and the exhaust groove, gas residue and residual porosity can be effectively avoided. Thereby improving the overall quality of the casting.
Collects impurities and gases, reducing internal defects
- Purpose: The overflow trough serves as an auxiliary cavity, specifically collecting cold slag, scale, and gases at the leading edge of the molten metal.
- Preventing these impurities from entering the main casting and causing defects such as porosity and inclusions.
Improves thermal balance and prevents cold shuts and flow marks
Purpose:
The overflow trough acts as a heat source, raising the mold end temperature and preventing cold shuts and flow marks caused by premature solidification of the molten metal.
Promotes filling integrity and reduces undercasting
Function: The overflow groove relieves back pressure in the cavity, guiding the molten metal to completely fill the distal area and prevent undercasting.

Adapt to different process requirements
In high-pressure casting (such as semi-solid casting), the design of the overflow well is particularly important.
Because it can help control the fluidity of the molten metal, reduce pre-crystallization. And condensation defects, and thus improve the mechanical properties and surface quality of the casting.
Collecting Impurities and Exhausting Gas
The overflow trough serves as an auxiliary cavity, specifically collecting cold slag, scale, and gases from the leading edge of the molten metal.
Preventing impurities from entering the main cavity and affecting casting quality.
Thermal Balance Regulation
The overflow tank acts as a “heat accumulator,” regulating local temperature through volume design:

Reduce energy waste
In some cases, the overflow valve can be used to recycle excess hydraulic oil, thereby reducing energy waste. This design has certain significance in terms of energy saving and environmental protection.
Die casting overflow plays a vital role in the die casting process, including venting, controlling metal flow, maintaining mold temperature, optimizing mold design and improving casting quality. These functions work together to ensure high-quality production of castings.
Optimize overflow chute design to reduce material consumption
- Accurately calculate overflow volume: Overly large overflow chute volumes can lead to metal waste (overflow material can account for over 40% of thin-walled castings).
- Minimize excess metal by properly designing its location and volume (e.g., placing it at the end of the molten metal filling).
Scrap Recovery and Recycling
Metal Scrap Regeneration
Die casting Overflow tank waste is remelted and directly reused, reducing energy consumption in raw material mining and refining.
Reduced Secondary Processing
Optimizing overflow design reduces the need for subsequent trimming and machining, indirectly reducing energy waste.
Common Overflow Problems and How to Fix Them
Poor overflow design creates new problems. Adjust based on production results.
Overflow Too Large
- Wastes 5-15% more metal per shot
- More trimming work after casting
- Longer cooling time, slower cycle
- Fix: Use flow simulation to find minimum needed size
Overflow Too Small
- Cannot hold enough front metal, cold shuts increase
- Poor venting, porosity increases
- Not enough back pressure, incomplete filling
- Fix: Gradually increase size and check results
Poor Overflow Placement
- Placed mid-flow causes metal to flow back
- Not at fill end cannot help venting
- On critical areas weakens part strength
- Fix: Use flow simulation to find best place
Poor Overflow-Vent Matching
- Vents too deep cause metal splash
- Vents too shallow block air flow
- Clogged vents lose their function
- Fix: Clean vents regularly, machine to standard depth
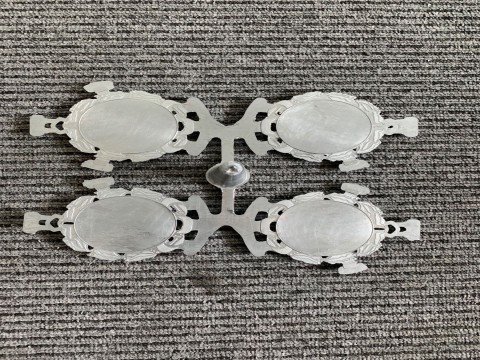
Case Study: Haichen Overflow Optimization to Improve Quality
HAICHEN uses flow simulation and production experience to help customers optimize overflow design and boost yield.
Haichen is one Chinese die casting machine manufacturer for more than 10years. We produce both high pressure cold chamber die casting machine , hot chamber die casting machine and spare parts. They have durable and highly precise features.


Haichen also produce die casting machine auxiliary equipment. Such as conveyor, vacuum machine, mold temperature controller, industrial
Customer Background and Quality Challenge
- An auto parts maker produced aluminum steering knuckles with uneven walls and complex shape
- Internal porosity defects at 8%, cold shuts at about 5%
- Part is a chassis safety component, requires high internal quality
- Customer tried process changes but effect limited
HAICHEN Overflow Optimization Solution
- Used flow simulation to identify fill end positions
- Added three overflows at fill ends, total capacity 25% of part weight
- Optimized transition shape to prevent metal backflow
- Added vents at 0.10mm depth with section width
- Placed overflows in non-stress areas for easy trimming
Results Achieved
- Internal porosity from 8% to 1.5%, down 81%
- Cold shuts from 5% to 0.8%, down 84%
- X-ray pass rate from 85% to 97%
- Less trimming work, part processing time cut 10 seconds
- Strength test pass rate from 92% to 99%
HAICHEN Overflow Design Support Advantages
- Flow simulation to find best placement and size
- Shape optimization based on part structure and material
- Help balance defect reduction with material use
- Build overflow design database to accumulate experience



