Zinc Die Casting vs. Aluminum Die Casting,covering:
- Material
- Production process
- Efficiency and cost
- Application areas
Zinc die casting has advantages in precision, surface quality and economic efficiency in mass production,
While aluminum die casting dominates specific fields with its lightweight, high-temperature resistance and high specific strength.
The specific performance comparison between zinc die casting and aluminum die casting in lightweight applications mainly lies in aspects such as material properties, weight, strength, processing performance, cost and application fields.
The specific choice should be made by comprehensively considering the application requirements.
However, no matter which production method you choose, Haichen can provide you with a solution.
We offer a wide range of both hot chamber and cold chamber die-casting machines.
We have also had various production cases. If you are interested, please contact us to obtain more information.

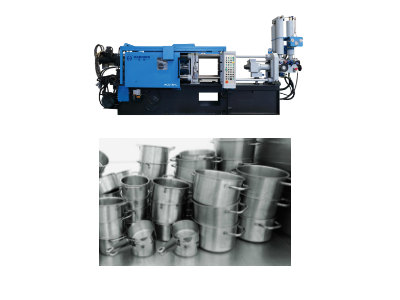
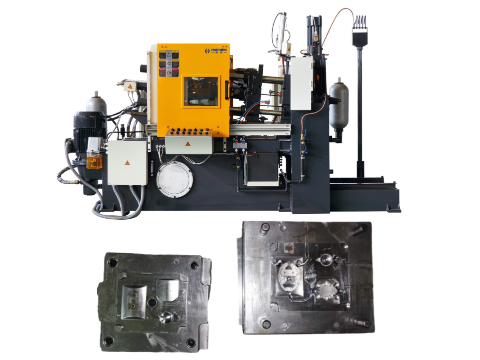
What is Zinc Die Casting
Zinc die casting is a metal forming process in which molten zinc alloy is quickly injected into a precision steel mold under high pressure.
Combining the three elements of die casting machine, alloy material and mold to achieve high-efficiency and high-precision part production.

It mainly uses high pressure usually provided by a hot chamber or cold chamber die casting machine to fill the mold cavity with liquid metal.
And applies continuous pressure during the cooling process to eliminate shrinkage defects.
So as to obtain castings with dense structures and smooth surfaces.
The low melting point of zinc alloys makes them suitable for hot chamber die casting (furnace and injection system integrated).
With faster cycle times (150-200% higher cycle speed) and longer tool life (up to more than one million cycles) compared to cold chamber processes for aluminium and magnesium.
This property gives it an advantage in the manufacture of small and complex parts.
Such as electronic components and automotive components.

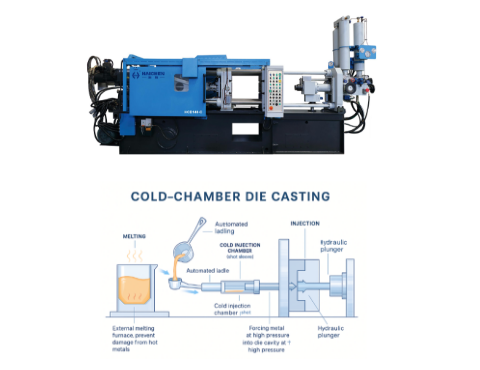
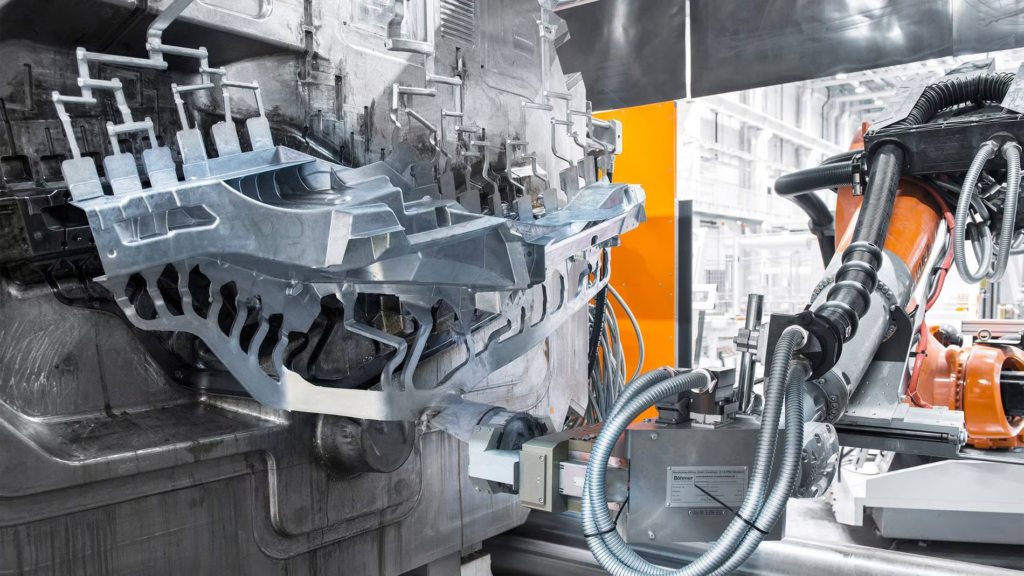
What is Aluminum Die Casting
Aluminum Die Casting is a precision manufacturing process in which a molten aluminum alloy is injected into a steel mold under high pressure.
The process utilizes reusable molds (consisting of fixed dies and ejector dies) that are rapidly prototyped under high pressure.
To form parts with high dimensional accuracy (tolerance ± 0.1mm), thin walls (as thin as 0.3mm), and complex geometries.
The aluminum die-casting process relies on special equipment and precision processes to achieve efficient production.
And its core equipment is a cold chamber die-casting machine.
Which cooperates with molds and automation systems to form a complete production system.
Zinc material vs. Aluminum material in die casting
- Density
- Melting point
- Tensile Strength
- Thermal conductivity
- Ductility
- Surface treatment
Density
First of all, zinc die casting has a density of 6.6 g/cm³, and the material is heavier, which is suitable for scenarios that require high density.
At the same time, the density of aluminum die-casting is only 2.7 g/cm³.
Which has significant advantages in light weight, and is suitable for fields with high weight reduction requirements.
Melting point
In fact, zinc has a low melting point (420°C), which makes it suitable for hot chamber processes for direct injection of molten metal.
In contrast, aluminium has a higher melting point (660°C) and requires a cold chamber process that requires additional melting and scooping of the metal, resulting in a more complex process.

Tensile Strength
First of all, zinc has a tensile strength of 280-330 MPa, which is naturally stronger and suitable for load-bearing components.
Secondly, the tensile strength of aluminum is 230-260 MPa, but the properties can be improved by alloying (e.g. adding silicon, magnesium).
Thermal conductivity
In fact, zinc has excellent thermal conductivity and is commonly used in heat dissipation components such as heat sinks and electronic connectors.
Although aluminum also has good thermal conductivity, it is slightly lower than zinc.
And it is necessary to optimize heat dissipation through structural design.

Ductility
Zinc has a ductility of 3-6% and can be adjusted to improve plasticity.
Although aluminum is more malleable and natively performant.
It is not much different from zinc in practical applications.
Surface treatment
Zinc parts have a smooth surface, are easy to plate, spray, and have a low cost.
However, aluminium parts are prone to porosity and require additional treatment, such as anodizing, to improve the surface quality.
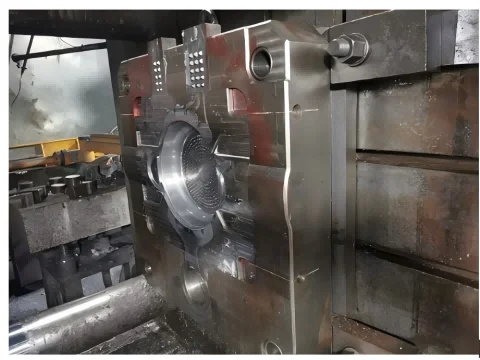
Zinc vs. Aluminum die Casting production process
- Casting process
- Mold life
- Molding capacity
Casting process
Zinc die casting adopts a hot chamber process, and the molten metal is directly formed through the injection machine, and the production cycle is 150-200% faster than aluminum.
However, aluminum die casting requires the melting of the ingots through an external furnace.
And the scooping of the metal with a cold chamber injection machine,which is a complex and energy-intensive process.
Mold life
The life of zinc die-casting molds can reach more than 1 million times, because the melting point of zinc is low, and the mold wear is small.
However, the life of aluminum die-casting molds is only about 100,000 times, and high-temperature molten aluminum will accelerate the aging of molds.

Molding capacity
Zinc enables casting with ultra-thin walls (minimum 0.3mm), making it particularly suitable for precision electronic components such as miniature connectors.
In comparison, aluminum exhibits slightly lower fluidity; however, this material remains widely applicable for large structural applications including car chassis and robotic arm components.
Zinc vs Aluminum Die Casting efficiency and cost
Zinc has a relatively low melting point (about 419°C), which makes the processing speed fast and the production cycle short, making it suitable for rapid production.
The low melting point of zinc and the hot chamber process can extend the life of the mold and reduce long-term costs.
The processing cost of zinc is relatively low, making it suitable for small and medium-scale production.
The melting point of aluminum is relatively high (about 660°C), and the processing speed is relatively slow.
A cold chamber process is required, which leads to higher energy consumption and costs.
The processing of aluminum is complex, and the lifespan of the molds is relatively short.
Comparison of Zinc vs. Aluminum die Casting application areas
- Automotive
- Electronics industry
- Aerospace
- Industrial equipment
Automotive
Zinc die casting is used for door handles, fuel system components high corrosion resistance is required.
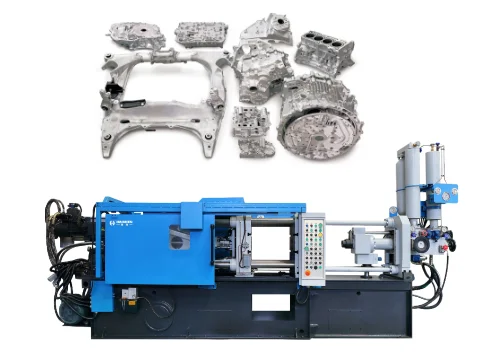
Aluminum die-casting is used for engine components and body structural parts lightweight demand is preferred.
Electronics industry
Zinc die casting is suitable for heat sinks, electromagnetic shielded housings (high thermal conductivity).
In addition, aluminum die-casting is used in electronic housings and heat sinks (both light weight and heat dissipation).
Aerospace
In this industry, zinc die casting is rarely used weight restrictions are strict.
More options for aluminum die casting for brackets, structural parts high strength-to-weight ratio.
Industrial equipment
Usually chooses zinc die casting for valves, pump bodies (wear resistance required).
Then choose aluminum die-casting for hydraulic systems, high-temperature resistant mechanical parts.
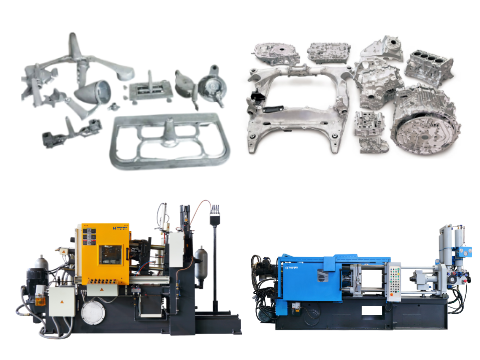
Haichen die casting
Aluminum die-casting molds are affordable for mass production.The mold used can withstand a cycle of 100K.This durability reduces production costs.
In addition, the excellent thermal conductivity and corrosion resistance of aluminium increase the service life of the product.
Haichen offers high-quality aluminum die-casting mold solutions, such as aluminum POTS, aluminum road studs, aluminum radiators, etc.
We have designed and produced molds for all of them.
Aluminum die casting is highly flexible, and we are capable of manufacturing a large number of medium, small and large castings.
Therefore, we can guarantee that Haichen can meet your needs.




