The warning signs of thermocouple failure during die casting mainly including:
- The temperature display is abnormal
- The system alarm is triggered
- The data recording is abnormal
- Alerts in physical condition and maintenance checks
- Indirectly correlated process anomaly signals
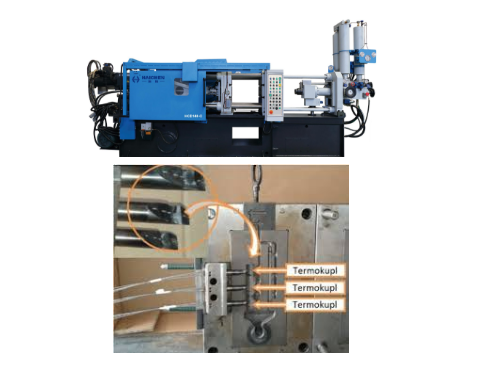
Warning signs of thermocouple failure in die casting, as a key temperature monitoring element in the die casting process.
The failure of thermocouple will directly affect the accuracy of mold temperature control, product quality and equipment safety.
Ever had a firing go sideways, even though everything seemed right?
If your furnace is heating unpredictably or missing target temps, there’s a good chance your thermocouple is trying to tell you something.

These little metal probes are one of the most critical parts of your furnace’s brain.
When they’re off, your firing results will be too.
The good news is: Problems with thermocouples are usually easy to detect.
Haichen will help you figure out where to start the troubleshooting process, making it much easier to resolve.
Understanding the role of thermocouples in the furnace
- How Thermocouples Work
- Product Features & Tips
How Thermocouples Work
Thermocouples can measure the temperature inside the furnace, so the controller can know when to start, when to cool down, or when to reach the appropriate temperature to safely open the furnace.
It achieves this function by connecting two different metals at one end.
When this connection point heats up, a tiny voltage signal is generated.
The controller reads this signal and converts it into a temperature value.
Product Features & Tips
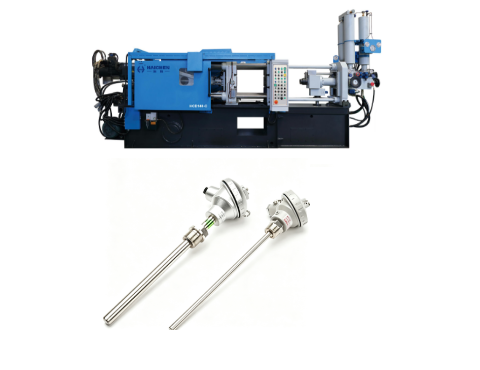
Haichen‘s thermocouples have reliable performance and are affordable.
They perform well within the temperature range of approximately 2350°F (1260°C).
Some high-end/high-temperature models use S-type thermocouples, which are more precise and durable at high temperatures (but also more expensive).
No matter which type of thermocouple your furnace uses, one thing is certain: maintaining the good condition of the thermocouple means being able to achieve a more stable and successful firing process.
The temperature display is abnormal
- Wrong temperature readings
- Unstable temperature data
Wrong temperature readings
When the thermocouple is shorted, the compensation wire is mismatched.
Or the thermoelectrode deteriorates, the temperature display value can deviate significantly from the actual value.
For example, a low thermoelectric potential can be caused by a short circuit in the junction box.
Damage to the insulation of the compensating wires, or deterioration of the electrodes.
Unstable temperature data
Loose thermocouple wiring, poor contact, or broken guard tube can cause the signal to be unstable.
As the temperature data jumps or fluctuates irregularly.
If the thermocouple is completely disconnected, the temperature may appear at room temperature or at zero.
The system alarm is triggered
Specific Fault Codes: Different die casting machine brands may indicate faults through codes.
Pbr Err/PbS Err (Thermolator Thermostat): Thermocouple faults that point directly to the process return line or supply line.
Over/Low Temperature Alarm: The temperature monitoring system triggers an alarm when the temperature of the thermocouple temperature measurement point exceeds the threshold set by the process or falls below the reasonable range after compensation.

The data recording is abnormal
- Temperature deviation
- Compensation fault
Deviation from Expected Temperature Profile
In real-time monitoring systems, thermocouple failure can cause the temperature profile to be out of sync with the mold motion.
Compensation failure
If the distance between the thermocouple probe and the cavity surface is too large, persistent deviations may occur even if the temperature compensation is set (e.g., 25°C).

Alerts in physical condition and maintenance checks
- Unusual appearance
- Calibration error out of range
- Signal impedance abnormality
Unusual appearance
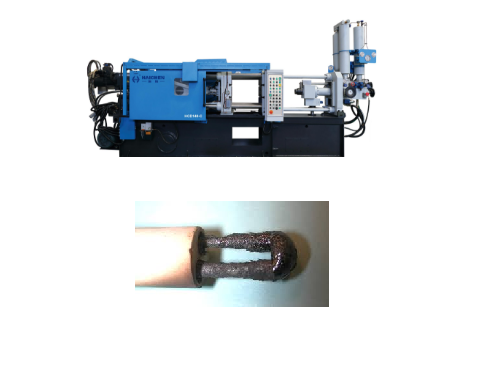
Signs of breakage:Deformation of the protective sleeve, cracks (common in areas washed by molten aluminum).
Or oxidation and discoloration of the armor layer (e.g., bluish surface of Type K thermocouples after long-term use above 600°C).
Risk in die casting scenarios:Broken bushing may lead to infiltration of molten aluminum, causing a short circuit in the thermocouple or contamination of the alloy composition at the measuring end.
Calibration error out of range
Standard:The normal error should be ≤± 3°C, if the calibration is found to be more than ±5°C.
It needs to be replaced immediately (the plug-in thermocouple calibration cycle is recommended to be every 5000 molds).
Tool recommendation:Use a handheld infrared thermometer or imaging thermometer for comparison and verification.
The cost is 50% lower than that of traditional multiplex testers (such as TP700-16).
Signal impedance abnormality
Detection method:Multimeter to measure thermocouple loop resistance, the normal value should be < 10Ω.
If there is a sudden increase in resistance, it may be due to wire breakage or joint oxidation.
Particularity of die-casting environment:High humidity environment is easy to accelerate the corrosion of terminal blocks.
So it is recommended to use silver-plated joints and check the tightness every month.
Indirectly correlated process anomaly signals
- Shrinkage porosity or cold insulation
- Surface sticking or erosion
- Molded life decreases
- The device is running abnormally
Shrinkage porosity or cold insulation
Thermocouple failures can cause mold temperature to run out of control, which can cause the melt to solidify prematurely or fill incompletely.
Surface sticking or erosion
When the temperature is too high, the surface of the mold is easy to adhere to the molten aluminum, resulting in strain or erosion.
Molded life decreases
Early cracking: After the thermocouple fails, the mold is locally overheated or the temperature gradient increases, which accelerates the generation of thermal fatigue cracks.
Nitride layer spalling: Runaway temperature may cause the reinforcing layer on the mold surface (e.g., nitriding treatment) to peel off due to thermal stress.
The device is running abnormally
Frequent start and stop of the cooling system:If the thermocouple cannot feedback the true temperature, it may cause the mold temperature machine.
Such as the 320°C special oil temperature machine to misjudge and adjust the heating or cooling frequently.
Unstable die casting cycles:Temperature fluctuations can prolong mold opening times or increase scrap rates, indirectly reflecting thermocouple monitoring failures.
How to distinguish false alarms from actual failures of thermocouples?
- Instrument display errors
- Scale mismatch
- Wiring & installation issues
- Protection tube care
- Part incompatibility
Instrument display errors
If the instrument shows abnormal results, such as “OVER”, “0000” or “000”, it may indicate a fault at the input or output end.
At this time, further troubleshooting can be conducted by performing short-circuit tests, replacing the thermocouple, or using a multimeter to measure resistance, etc.
Scale mismatch
If there is a significant deviation (such as a difference of 30 to 70℃) between the temperature displayed by the instrument and the actual measured temperature, it may be due to the mismatch of the scale between the thermocouple and the instrument.
At this time, you can check the scale and make a judgment based on the corresponding relationship of millivolt values.
Wiring & installation issues
Improper installation of the thermocouple, incorrect wiring, deterioration of the thermocouple electrodes, short circuits in the compensating wires, or loose connection terminals may also cause measurement errors.
For instance, short circuits in the thermocouple, short circuits in the compensating wires, or poor contact at the connection terminals can result in lower displayed values or unstable readings.
Protection tube care
Issues such as surface scaling on the protective tubes and deterioration of the thermocouple electrodes may also affect measurement accuracy.
Therefore, regular cleaning and maintenance are necessary.
Part incompatibility
Incompatibility between the thermocouple and the display instrument can also lead to measurement errors.
It is necessary to check the matching of the temperature scale and the instrument.
How does the system automatically detect and recover when a thermocouple fails?
- Automatic detection mechanism
- Automatic Recovery Mechanism
- Backup and Recovery Function
- Cold junction compensation and calibration of thermocouples
Automatic detection mechanism
The system can detect whether a thermocouple is faulty by monitoring its output signal or temperature changes.
For instance, if the thermocouple breaks or the signal is abnormal, the system will detect the abnormal signal and trigger the corresponding response.
Additionally, some systems may also determine whether the thermocouple is faulty by periodically scanning temperature changes.
For example, if the temperature change exceeds the set threshold within a continuous scanning period, the system will determine that it is a thermocouple failure.
Automatic Recovery Mechanism
When the thermocouple fails, the system will automatically switch to manual mode and use the current set output value as the new output level to maintain the operation of the system.
After the thermocouple is replaced, the system will automatically return to the automatic control mode.
Additionally, the system usually marks the thermocouple failure as an alarm on the control panel, so that the operators can handle it in time.

Backup and Recovery Function
The system usually has the functions of data backup and recovery.
Which ensures that the system can return to normal operation after an abnormal shutdown or power failure.
Moreover, some systems also support automatic recovery functions.
For instance, after a sudden power outage, the system can automatically restore to the state it was in before the outage.

Cold junction compensation and calibration of thermocouples
To enhance measurement accuracy, the system usually automatically compensates for the cold junction temperature of the thermocouple and corrects its nonlinearity to minimize errors.
After the thermocouple fails, the system automatically detects the failure, switches to manual mode, gives alarm prompts, backs up and restores data, and realizes the automatic detection and recovery of the thermocouple failure.
These functions jointly ensure the stability and reliability of the system.




