Long life plunger rod requires a combination of materials science, precision engineering, and maintenance strategies.
Highly wear-resistant matrix materials (e.g., tungsten carbide) combined with surface strengthening technologies are at the core.
While cooling and lubrication system optimization and preventive maintenance further ensure their reliability.
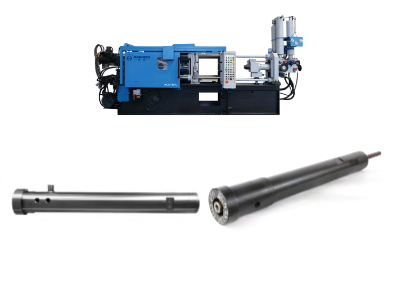
Plunger rods are an essential component as a crucial part of the shot end assembly and are responsible for pushing hot metal into the die cavity.
Proper design and machining accuracy are critical for plunger rods to ensure trouble-free production.
Two key features of a useful Plunger Rod are cooling and lubrication.
Maintaining a tolerable temperature in this hot zone is essential to functionality and the longevity of the rod.
The Haichen Plunger Rod utilizes a maximum diameter cooling line withoutsacrificing integral strength.
Lubricity between the tip and sleeve are critical and is why we precisely engineered the placement of our plunger lubrication line.
Haichen Plunger rod
- Overview of Plunger Rod
- Haichen’s Plunger Rod Supply
- Core Function in Die Casting
- Material Advantage & Quality Impact
Overview of Plunger Rod
The plunger rod is HPDC component, an essential part of the DC system.
Haichen’s Plunger Rod Supply
Haichen manufacture a variety of standard or custom made plunger rods compatible with any die casting system.

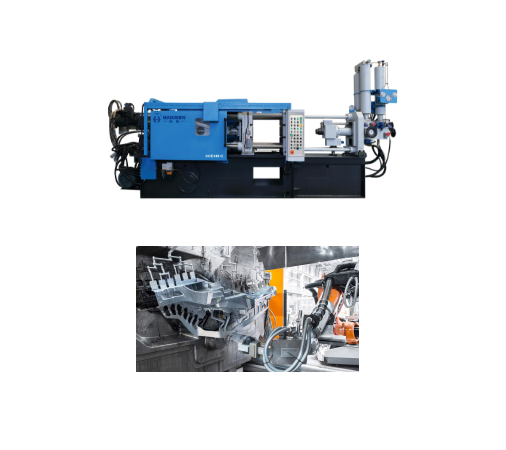
Core Function in Die Casting
The plunger rod, integral to die-casting machines, conveys force from the hydraulic system to the shot sleeve, enabling the injection of molten metal into the die.
Material Advantage & Quality Impact
It’s made of high-durability materials to endure extreme temperatures and pressures, ensuring accurate casting operations.
Its condition significantly impacts the final product quality.

Why Our Plunger Rod Enjoys Long Service Life?
Our plunger rod achieves an extended service life thanks to superior material selection, precise manufacturing and professional heat treatment.
Made of high-grade wear-resistant alloy, it withstands extreme high temperature, heavy pressure and frequent friction in die casting working conditions.

Exquisite dimensional machining ensures perfect matching with shot sleeve, reducing abnormal wear and deformation.
Strict heat treatment improves overall hardness and toughness, effectively resisting fatigue damage from long-cycle continuous operation.

All these advantages greatly prolong the service life of the plunger rod and lower replacement and maintenance costs.
Definition and function of Long life plunger rod
- Power Transmission
- Pressure control
- Sealing and guidance
In the die-casting process, the plunger rod also known as the injection plunger or injection punch is one of the core components of the injection mechanism.
Which is mainly used to inject molten metal into the mold cavity at high speed and high pressure.
Power Transmission
Driven by a hydraulic or mechanical system, the power is converted into a linear motion that pushes the molten metal into the mold.
Pressure control
By precisely controlling the injection speed and pressure, the molten metal is ensured to evenly fill the mold cavity, avoiding air entrapment and shrinkage defects.
Sealing and guidance
Cooperate with the injection cylinder to form a confined space to prevent the leakage of molten metal.
And at the same time maintain the stability of the movement through the guiding device.
Material selection and surface treatment technology
High-toughness alloy steel: Pre-hardened QT steel and 4150 steel are the mainstream matrix materials due to their combination of strength and thermal fatigue resistance.
Tungsten carbide (Carbide): The hardness of the tungsten carbide plunger body prepared by powder metallurgy is more than HRA 90.
And the wear resistance is 5-8 times that of traditional steel, especially suitable for highly abrasive media.
Silicon nitride (Si₃N₄): Experiments show that its wear is only 0.03-0.04 mm for 1000 hours.
And its service life is more than 3000 hours, but the cost is high.
Surface strengthening technology
- Boron infiltration treatment
- Ceramic coatings
- Laser cladding
Boron infiltration treatment
The surface hardness of No. 45 medium carbon steel is HV 1500 after boronization, and the service life is increased by 6-10 times.
Ceramic coatings
Plasma spray zirconia (ZrO₂) or chromium carbide (CrC) coatings can reduce the coefficient of friction by 30% and extend the life by up to 2 times.
Laser cladding
Cladding stainless steel coating (thickness 25-500 μm) on a 35CrMo substrate increases corrosion resistance by 3 times and reduces wear rate by 40%.
Geometric accuracy and fit design
- Gap control
- Cooling System
Gap control
The gap between the plunger tip and the sleeve should be ≤ 0.004 inches (0.1 mm) to prevent reverse osmosis of the molten aluminum.
Cooling System
The Advance™ plunger rod uses 3/8″ brass cooling tubing to ensure that the coolant reaches the tip and evenly dissipates heat to prevent thermal cracking.
Experiments have shown that optimized cooling can reduce thermal stress by 25%.

Lubrication system integration
- Built-in lubrication channel
- Specialty lubricants
Built-in lubrication channel
Precision-engineered lubrication lines reduce frictional power consumption by up to 15% while avoiding lubricant contamination of the molten metal.
Specialty lubricants
Lubricants containing PTFE particles, for example HOUGHTON PLUNGER TIP LUBE 7176, form a protective film at high temperatures, extending maintenance intervals by up to 30%.

Long life plunger rod Installation and maintenance specifications
- Installation accuracy control
- Preventive maintenance measures
Installation accuracy control
The concentricity error between the punch and the injection chamber and the hammer handle should be ≤ 0.05mm.
And the laser alignment instrument should be used to calibrate it during installation to avoid jamming or breaking caused by eccentricity.
After the ceramic punch is installed, it needs to be preheated to the working temperature.
Such as aluminum alloy die-casting needs to be preheated 7-10 times to eliminate the cold assembly stress.
Preventive maintenance measures
Check the scratch depth on the punch surface every 500 molds (≤0.1mm is the safe value).
And use ultrasonic flaw detection to check for internal cracks.
Replace the O-ring or lip seal every 4 months, and use special tools to avoid scratching the rod body when disassembling.
Use methanol or isopropanol to clean the surface salt crystal residue during shutdown to prevent corrosive substances.



