Technical Parameter of Sprayers in Die Casting includes spraying method and automation, spray coating materials and processes, etc.
Automated spraying reduces labor costs, improves production efficiency, and reduces casting defect rates.
The spraying equipment can adapt to the requirements of different mold sizes and complexities, ensuring high-quality spraying effects.
Technical Parameter of Sprayers in Die Casting.The sprayer is a key part of a die casting machine. It applies release agent to cool and lubricate the mold. This article explains the main technical points of sprayers. We will look at spray pressure, flow rate, and pattern control. We will also share how HAICHEN uses these parameters in real cases.We will analyze the technical parameter of sprayers in die casting mainly from below 6 aspects:
- Main tasks of spraying equipment
- Spraying method and automation
- Spray coating materials and processes
- Structure and control of spraying equipment
- Environmental protection and sustainability
- Application scenarios of sprayer equipment

Key Technical Parameters for Sprayers
Understanding Technical Parameter of Sprayers in Die Casting is the foundation for correct selection and process optimization. These parameters directly affect spraying results.
This is the range over which the sprayer can adjust the ratio of compressed air to release agent flow. A wide range lets the equipment handle different release agent viscosities and complex mold shapes. It allows switching from coarse spray to fine mist .nd before the next shot. Precise timing ensures good lubrication and cooling for every cycle.
Spraying Flow Rate
This is the total amount of release agent sprayed per unit time. It is usually shown in milliliters per second (mL/s) or liters per minute (L/min) . Flow rate decides how much release agent covers the mold surface. Too low flow causes poor ejection. Too high flow wastes agent and causes surface defects .
Atomization Pressure
This is the compressed air pressure needed to break release agent into fine droplets. It is usually shown in bar or megapascals (MPa) . Atomization pressure affects droplet size and spray speed. The right pressure ensures even coverage on complex mold surfaces, avoiding flow marks or puddles .
Number and Layout of Nozzles
This means how many nozzles are on the sprayer and how they are arranged in the mold area. Nozzle count depends on mold projected area and complexity. Layout must be optimized for hot spots and deep cavities to ensure every area gets even spray .
Motion Control Accuracy
This is the positioning accuracy and path repeatability of the sprayer’s moving parts (like robots or multi-axis slides). It is usually shown in millimeters (mm) . High accuracy ensures nozzles follow the preset path, avoiding repeated spraying or missed areas .
Spraying Time Control
This is how long the nozzles stay open each spray cycle. It is usually shown in seconds (s) . Spray time must be set based on mold size, hot spots, and cycle time. Too long adds to cycle time. Too short gives poor cooling and ejection .
Air-Liquid Ratio Adjustment Range
This is the range over which the sprayer can adjust the ratio of compressed air to release agent flow. A wide range lets the equipment handle different release agent viscosities and complex mold shapes. It allows switching from coarse spray to fine mist .
Main tasks of spraying equipment
The main tasks of the spraying equipment include spraying the separating agent, lubricating the mold half, removing impurities, and cooling the mold. Spraying should be uniform and completed quickly to reduce production costs and ensure casting quality.
Spraying Mold Release Agent
Provides a uniform release agent across the mold surface, preventing castings from sticking and extending mold life.
Lubricating the Movable Mold Cavity
Lubricates the movable mold half to reduce friction, minimize impact, and ensure smooth mold closing.
Removing Impurities
Flushes away metal splatter, scale, and other impurities from the mold cavity to ensure casting surface quality.
Mold Cooling
Spray removes heat, helping the mold cool quickly and reducing thermal fatigue stress.

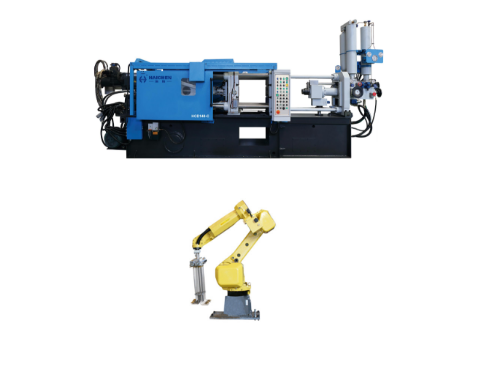
Spraying method and automation
Spraying equipment is usually operated through robotic arms or specialized nozzles, which can achieve automated spraying, reduce manual intervention, and improve efficiency.
The automatic spraying system can be adjusted according to the type of mold and production requirements, for example, by flexibly configuring the number and position of nozzles to optimize the spraying effect.
Air‑atomized
- Function: Uses high-pressure air to atomize lubricants or coolants into fine droplets, forming a uniform film.
- Typical Applications: Coating mold surfaces for anti-sticking and reducing injection resistance.
Liquid‑spray
- Function: Directly sprays oil-based or water-based lubricants through a multi-hole nozzle, often in conjunction with compressed air or air pressure regulation.
- Application: High-viscosity lubricants, rust prevention for metal surfaces.
Air‑blow
- Function: Air only, no liquid, is used to clean mold surfaces or remove excess lubricant.
- Application: Cleaning and removing moisture after mold opening.
Mist‑cooling
- Function: Low-temperature water mist or specialized coolant atomization assists internal cooling.
- Application: Enhanced cooling for aluminum alloy high-pressure casting.
Mechanical linkage structure
- The nozzle is mounted on a linkage mechanism and moves up and down in sync with the mold opening and closing.
- Motion sequence: First, blow air to clean → Apply lubricant → Blow air again to remove excess liquid → Return to the initial position when completed.
Sensors and Safety Protection
- Pressure sensors monitor air supply pressure in real time to prevent nozzle damage caused by overpressure.
- Position sensors confirm that the nozzle is in position before initiating spraying, preventing accidental spraying.
- Level/flow meters monitor lubricant usage, contributing to energy savings and environmental protection.

Spray coating materials
The spraying material is usually a separating agent (such as Chem Trend), which prevents the molten metal from adhering to the inner wall of the mold.
Water-Based Release Agent
- Application
Prevents molten metal from adhering to the mold - Key Performance Requirements
High-Temperature Resistance (≥300°C), Low Residue, Easy Cleaning
Oil-Based Lubricant/Rust Inhibitor
- Application
Reduced Friction, Protected Mold Surface - Key Performance Requirements
High-Temperature Oxidative Stability, Low Volatility
Epoxy/Polyurethane Anti-Corrosion Coating
- Application
Improved Mold Life, Anti-Corrosion - Key Performance Requirements
Heat Resistance (200-250°C), Wear Resistance
Ceramic/Metal Powder Coating
- Application
Improved Wear Resistance, Thermal Barrier - Key Performance Requirements
High Melting Point, Thermal Expansion Matching

Spray coating processes
During the spraying process, compressed air is used to clean the surface of the mold and remove excess lubricant.
Mold Pretreatment
- Cleaning/Degreasing: Use a solvent or alkaline cleaner.
- Preheating: Maintain a mold temperature of 150-220°C to ensure uniform coating drying.
Spray Parameter Settings
- Nozzle Selection: Depends on the liquid viscosity and spray pattern; a 1.0-1.6mm nozzle is commonly used.
- Air Pressure/Voltage: 21.75-29 psi for pneumatic spray guns; 10-30 kV for electromagnetic spray guns.
- Spray Distance: 250-300 mm (pneumatic) or 350 mm (gravity-fed)
- Spray Angle: 30-70°; fan or cone depending on mold geometry.
- Spray Time/Coverage: Based on the desired dry film thickness (DFT) and material consumption rate, a Taguchi design of experiments (DOE) is often used to optimize spray time, angle, and air pressure.
Actual Spraying
- Synchronized Spraying: Internal spray nozzles are synchronized with the machine tool to reduce metal spatter and improve yield.
- Multi-Coat Application: For thicker coats, apply in layers, drying at low temperature (80-120°C) between each coat.
Post-Processing
- Curing/Drying: Air dry or oven cure (150-200°C, 30-60 minutes) to ensure complete crosslinking.
- Inspection: Visual inspection, thickness gauge measurement (target thickness 10-30µm), and spot re-spraying as necessary.

Structure and control of spraying equipment
Spraying equipment usually consists of mechanical parts, electrical parts, and pneumatic parts. The mechanical part includes nozzles, moving mechanisms, etc; The circuit part is responsible for signal control; The air path is sprayed using compressed air.
Spraying equipment plays a key role in the die-casting process, and its technical parameters and functions directly affect production efficiency and casting quality.
PLC/Embedded Closed-Loop Control
- Real-time data is collected via pressure, flow, temperature, and position sensors.
- The controller generates PWM or valve opening commands based on the preset spray profile (time-pressure-flow), achieving precise spray volume and atomization.
Human-Machine Interface (HMI)
The operator can set the spray time, nozzle travel, and spray pattern (single shot, sweep, or pattern) on the touchscreen.
Application scenarios of sprayer equipment
Spraying equipment is widely used in various types of die-casting machines, including large and small molds. For example, when producing large automotive parts, the spraying equipment needs to be able to handle larger mold sizes and higher pressures.
HAICHEN’s Application of Sprayer Technology
HAICHEN integrates advanced sprayer systems to solve customer problems.
- Solving Release Issues for an Auto Part Producer
- Achieving Consistent Quality for a Consumer Goods Maker
Solving Release Issues for an Auto Part Producer
A customer making aluminum engine brackets had part sticking problems. HAICHEN engineers adjusted the spray pressure and changed the nozzle type. We increased pressure for better penetration into deep slots. After the change, parts released cleanly every time. Defect rates dropped by over 15%.
Achieving Consistent Quality for a Consumer Goods Maker
A maker of appliance housings faced uneven surface finish. HAICHEN helped optimize the spray timing and pattern. We set a longer spray time for large core surfaces. This ensured even cooling and lubrication. The result was a uniform, high-quality surface on every part.
HAICHEN Providing Integrated Die Casting Solutions
As a die casting machine manufacturer, HAICHEN designs sprayer systems as a core part of the machine. Our sprayers are built for precision and durability. They work seamlessly with our machines to ensure stable, efficient production. We provide not just equipment, but the technical know-how to optimize every parameter for our clients’ specific needs.
Understanding sprayer technical parameters is vital for efficient die casting. Key settings like pressure, flow, pattern, and timing directly impact part quality, mold life, and operating cost. Through practical cases, HAICHEN shows how precise adjustment of these parameters solves production challenges. Choosing a machine with a well-designed sprayer system, like those from HAICHEN, is a strategic step towards reliable and cost-effective manufacturing.
Haichen die casting machine
Haichen is one Chinese die casting machine manufacturer for more than 10years. We produce both high pressure cold chamber die casting machine , hot chamber die casting machine and spare parts. They have durable and highly precise features.


Haichen also produce die casting machine auxiliary equipment. Such as conveyor, vacuum machine, mold temperature controller, industrial robot, sprayer and so on.

We supply cold chamber and hot chamber die casting machine spare parts.
Welcome contact us.



