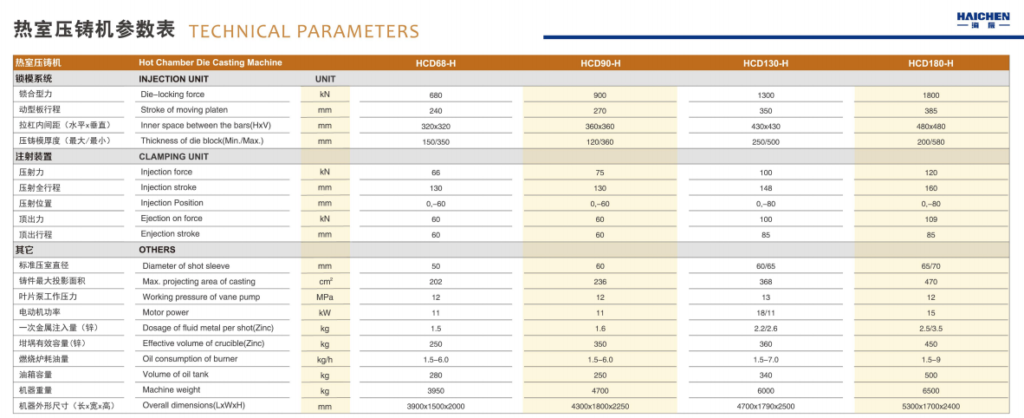
The clamping force of die-casting machine is the force applied to the mold during the die-casting process to prevent it from expanding under high pressure.The clamping force is usually expressed in unit kilonewtons (KN).
The function of the clamping force is to overcome the back pressure (also known as bulging force) generated by the mold during the filling process, to ensure that the parting surface of the mold will not separate, thereby ensuring the dimensional accuracy and internal quality of the casting. The clamping force is one of the important parameters for measuring the performance of die-casting machines.
It is a key indicator of the size of the die-casting machine, and different models of die-casting machines have different ranges of locking forces. The size of the locking force depends on various factors, including the size, shape, wall thickness, gate form, and mold structure of the casting.
An important task in selecting a die-casting machine based on the die-casting product is to calculate whether the clamping force of the die-casting machine meets the requirements. The clamping force of the die-casting machine must be greater than the expansion force generated by the product during die-casting and reserve a safety factor.
- Basic Concept of Die Casting Machine Clamping Force
- Calculation Methods for Clamping Force
- Key Factors Affecting Clamping Force Selection
- Insufficient or Excessive Clamping Force Results
- HAICHEN Precise Clamping Force Matching Case Study
- Haichen die casting machine supplier
Basic Concept of Die Casting Machine Clamping Force
Understanding the basic concept of clamping force is fundamental for choosing the right machine. It directly affects whether equipment can produce suitable castings stably.
Definition of Clamping Force
- Clamping force is the force applied by the clamping mechanism to keep the mold tightly closed after closing
- Its main role is to resist the separating force generated during high-speed metal filling, preventing mold opening
- Insufficient clamping force causes flash on parting surfaces, affecting casting dimensional accuracy
Units of Clamping Force
- In the international system, clamping force is expressed in kilonewtons
- Die casting industry used to using tons as the unit, 1 ton-force equals about 10kN
- For example, a machine with 3000kN clamping force is nornally called a 300-ton machine
Role of Clamping Force in Die Casting
- Ensures mold stays tightly closed during high-pressure filling, preventing metal overflow
- Maintains casting dimensional stability, reducing flash and burrs
- Protects mold parting surfaces, extending mold life
- Ensures operation safety, preventing hot metal splashing
Calculation Methods for Clamping Force
Correctly calculating required clamping force is the first step in machine selection. It requires consider projected area and injection pressure.
Projected Area Calculation
- Projected area includes the sum of casting, runner system, and overflow areas on the parting surface
- Must measure accurately or obtain from mold drawings, units in square centimeters
- Large complex castings need consideration of side areas like slides
Determining Injection Pressure
- Injection pressure is the pressure per unit area on molten metal during filling, in MPa
- Aluminum typically 40-80MPa, zinc 20-40MPa, magnesium 30-50MPa
- Pressure selection based on: part complexity, wall thickness, surface quality needs, and alloy type
Clamping Force Formula
- Separating force = Total projected area × Injection pressure × 0.1
- Required clamping force = Separating force × Safety factor 1.1-1.3
- Example: Projected area 800cm², pressure 50MPa, separating force 800×50×0.1=4000kN, safety factor 1.2, need machine with clamping force ≥4800kN
Key Factors Affecting Clamping Force Selection
Beyond theoretical calculation, actual selection requires considering these factors to determine final clamping force.
Mold Structure and Complexity
- Multi-cavity molds need higher clamping force due to increased projected area
- Complex slides and cores add side forces requiring extra clamping force compensation
- Deep cavities have higher hydrostatic pressure, needing relative higher clamping force
Alloy Type and Injection Process
- Aluminum has higher viscosity and flow resistance, needing higher injection pressure
- Magnesium has lower density and faster filling, requiring relatively lower clamping force
- Vacuum die casting reduces air entrapment but clamping force demand remains same
Production Cycle and Efficiency Requirements
- High-speed production needs fast mold open/close, requiring stable and reliable clamping force
- Suitable higher clamping force can reduce flash, improving efficiency
- But excessive force increases energy consumption and equipment wear
Long-Term Investment and Flexibility
- Consider possible future production of larger or more complex parts, choose with some margin
- Same tonnage machine can adapt to different molds, improving investment value
- Need balance current needs and future expansion possibilities
Insufficient or Excessive Clamping Force Results
Improper clamping force selection causes quality problems and economic losses. This requires serious attention.
Consequences of Insufficient Clamping Force
- Flash on parting surfaces, increasing post-processing work
- Casting dimensional deviation, affecting assembly accuracy
- Metal may splash from parting surface, creating safety hazards
- Mold parting surface damage, shortening mold life
- Reduced internal casting density, increased porosity defects
Consequences of Excessive Clamping Force
- Increased energy consumption, higher operating costs
- Accelerated equipment wear, increased maintenance frequency
- Mold afford excessive pressure, may lead deformation or damage
- Venting system compressed, gas, increased casting porosity
- Oversized machine wastes investment, reducing ROI
Typical Case Analysis
- An auto parts plant produced aluminum transmission housings using an 800-ton machine
- Severe flash on castings, machining reject rate up to 8%
- Calculation showed actual need for 950 tons, replaced with 1000-ton machine
- Flash eliminated, reject rate dropped to 1.2%, overall benefits significantly improved
HAICHEN Precise Clamping Force Matching Case Study
HAICHEN Machinery uses rich die casting machine manufacturing experience to help customers calculate required clamping force accurately and provide the best matching equipment solutions.
Case One: New Energy Battery Housing Clamping Force Calculation
- Customer Need: New energy company needed aluminum battery housing, size 1200×800mm, wall thickness 2.5mm
- Projected Area Calculation: Product area about 9600cm², runner system 800cm², total 10400cm²
- Pressure Determination: Thin-wall aluminum needs higher pressure, chose 65MPa
- Separating Force Calculation: 10400×65×0.1=67600kN, safety factor 1.2, need 81120kN
- Equipment Matching: HAICHEN recommended HCD series 8500-ton ultra-large machine meeting requirements
- Results Achieved: Casting filled completely, minimal flash, dimensional accuracy met design requirements
Case Two: Precision Electronic Housing Clamping Force Optimization
- Customer Need: Electronics company needed aluminum laptop housing, wall thickness 1.2mm
- Initial Selection: Customer originally planned to purchase 800-ton machine
- HAICHEN Analysis: Calculated projected area 3500cm², thin-wall aluminum pressure 70MPa, separating force 3500×70×0.1=24500kN. Considering two cavities and slides, recommended 3000-ton machine with 30000kN clamping force
- Solution Advantages: Avoided insufficient force causing flash and filling defects, while preventing excessive investment waste
HAICHEN Clamping Force Technical Support Advantages
- Professional Calculation Service: HAICHEN engineers provide accurate clamping force calculation based on customer mold drawings and production needs
- Process Simulation Verification: Use simulation software to verify clamping force selection
- Equipment Matching Optimization: Select best matching tonnage from HAICHEN’s full product range, avoiding investment waste
Haichen die casting machine supplier
Haichen machinery produces high-pressure die casting machines. It includes both cold chamber die casting machines and hot chamber die casting machines. They have highly durable and precise features.
Haichen cold chamber die casting machine

Haichen hot chamber die casting machine

Haichen die casting machine
When selecting a die-casting machine based on the clamping force. The clamping force of die casting machine must be considered together with the specific process structure of the product’s mold. It is recommended not to produce under conditions where the expansion force is greater than the clamping force of the die-casting machine, otherwise, there will be a risk of material flying, and the dimensional accuracy and quality of the product are difficult to guarantee. At the same time, it will aggravate the wear of the moving parts of the die-casting machine, and the service life of the die-casting machine will also be greatly damaged.



