Common Die casting mold Problems & Solutions:
- Porosity & Blowholes
- Cold Shut & Cold Flow
- Cracks & Fractures
- Shrinkage & Porosity
- Warpage & Dimensional Deviation
- Sticking & Erosion
- Flash & Burrs
- Surface Roughness & Oxidation
Die casting mold is a tool for casting metal parts, a tool for completing the die casting process on a dedicated die-casting machine.
In the early stage of the mold, Haichen will first review the mold flow analysis and product analysis report, and start simple mold design until the product drawing is approved by the customer.
Analyze the die-casting material, shape, structure, and size of the product parts from the perspective of die casting processing performance accuracy.

Die casting mold problems are closely related to temperature control, mold design and process parameters.
Defects can be significantly reduced and yield improved through systematic optimization e.g., simulated filling analysis, vacuum assistance, precise mold temperature control.
And strict process management e.g., alloy composition control, degassing treatment.
What is die casting mould?
A die casting mold is a tool used in the die casting process. It injects molten metal into the mold cavity under high pressure, allowing it to cool and solidify, thereby forming metal parts.
Its core function is to eliminate metal defects through the high-pressure and cooling processes, enhancing the mechanical properties and surface quality of the castings.
The design and manufacture of die casting molds require comprehensive consideration of factors.
Such as material selection, structural optimization, cooling system, and mold lifespan to ensure production efficiency and product quality.
Mold manufacturing technology encompasses precision machining, heat treatment, and mold life management, and it has a crucial impact on product quality and production efficiency.
Haichen will help you gain a comprehensive understanding of common die casting mold defects, their causes, and practical solutions, which are essential for creating high-quality castings.

Die-casting mold materials
Common die casting mold problems may also stem from the manufacturing materials you choose.
Among them, hard spots refer to the phenomenon where the hardness of a local area of a die-casting mold increases.
Therefore, the hardness distribution of the manufactured die-castings is uneven, which may affect the structural integrity of the die-castings.

This defect may be caused by issues such as uneven cooling during mold manufacturing, improper alloy composition, or poor temperature control during the cooling or solidification process.
Therefore, Haichen will control the die-casting temperature to ensure uniform heating and cooling, thereby eliminating these problems.
In addition, appropriate quality control measures should be taken, such as verifying the alloy composition before die-casting and checking each manufacturing stage during the die-casting process.
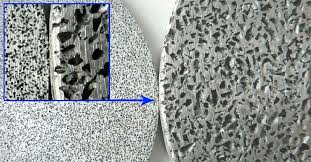
Porosity & Blowholes
- Causes
- Solution
Causes
Gas entrapment: Molten metal is entrapped in air or release agents during the filling process.
Creating smooth round or oval cavities commonly found in thick-walled or intersecting areas .
Poor exhaust: The design of the mold exhaust system is unreasonable, and the gas cannot be effectively discharged.
High gas content of molten metal: incomplete degassing during the smelting process leads to residual dissolved gases such as hydrogen.
Solution
Optimize mold design:Add exhaust grooves and overflow grooves to ensure that the exhaust area is sufficient and the position is reasonable.
Process adjustments:Reduced filling speed to reduce turbulence, vacuum die casting technology is used to assist with venting.
Melting control:Inert gas is used for degassing, and the temperature of the molten metal is controlled to avoid overheating.

Cold Shut & Cold Flow
- Causes
- Solution
Causes
Insufficient temperature: The melt metal or mold temperature is too low, resulting in incomplete fusion of the flow front.
Low filling speed: The molten metal flows too slowly, and the two streams of metal cannot fuse when they meet.
Improper runner design: The flow path is too long or the cross-sectional area is too small, resulting in the loss of molten metal energy.
Solution
Temperature control:Increase the pouring temperature and mold preheating temperature.
Optimized runner:Shorten the metal flow, increase the cross-sectional area of the inner gate, and adopt a multi-strand shunt design.
Increase injection pressure:Enhance metal-hydraulic kinetic energy to improve filling.

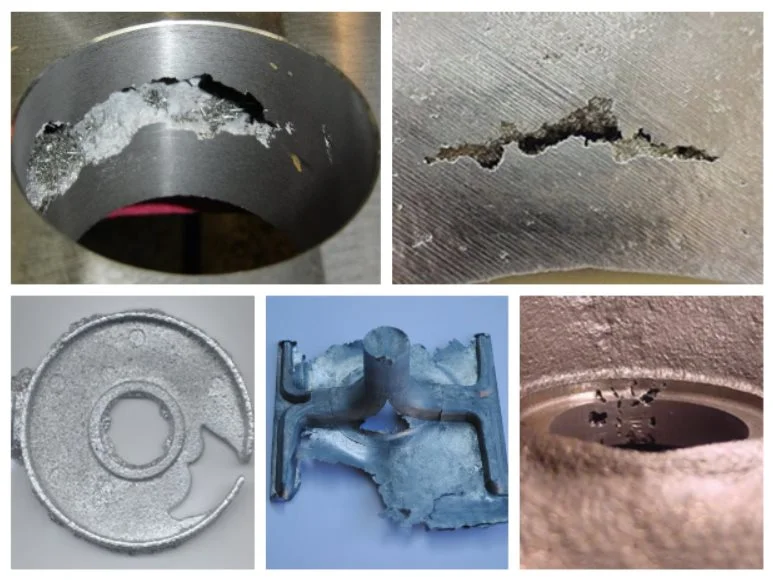
Cracks & Fractures
- Causes
- Solution
Causes
Stress concentration: unreasonable design of the casting structure.
Such as sharp corners, sudden changes in wall thickness, or uneven ejection force.
Improper alloy composition: High levels of impurities (e.g., iron, zinc) lead to increased brittleness.
Uneven mold temperature: local overheating or overcooling leads to differences in shrinkage stress.
Solution
Structural optimization: increase the rounded corner transition, avoid abrupt changes in wall thickness, and reasonably design the position of the ejector rod.
Process improvement: control the mold opening time to avoid premature ejection; Adjust the mold cooling system to uniform the temperature.
Material management: Strictly control the alloy composition and reduce the impurity content.

Shrinkage & Porosity
- Causes
- Solution
Causes
Insufficient shrinkage: The volume shrinkage is not effectively compensated for when the molten metal is solidified.
Local overheating: The hot joint area of the mold cools too slowly, forming rough shrinkage holes.
Solution
Pressurized compression: Increase the specific pressure of the shot (e.g., 2000-20000 psi) and extend the dwell time.
Mold optimization: Setting up quenching blocks or local intensive cooling in the hot joint area.
Gating System Adjustments: Place the inner gate in a thick-walled area to prioritize shrinkage.
Warpage & Dimensional Deviation
- Causes
- Solution
Causes
Improper mold fit: Misalignment of the moving and fixed mold or core deviation leads to out-of-tolerance of the size.
Large temperature gradient: uneven mold spraying leads to local shrinkage differences in castings. Residual stress: Deformation caused by premature ejection or insufficient concession.
Solution
Mold maintenance: Regularly check the accuracy of the core and parting surface, and repair the worn parts.
Spray optimization: Evenly spray the release agent to avoid local temperature drops.
Process control: Extend the mold retention time and release the residual stress by annealing process.

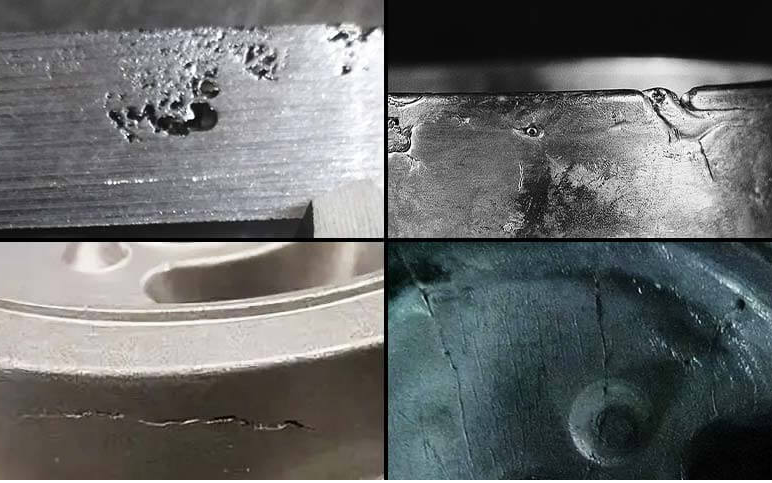
Sticking & Erosion
- Causes
- Solution
Causes
Rough surface of the mold: the surface finish of the cavity or sprue is insufficient, and the molten metal adheres to it.
Excessive temperature: Local overheating of the mold causes the alloy to react with the steel mold.
Solution
Surface Treatment: Nitride, chrome or PVD coating of the mold to improve wear resistance.
Temperature control: Use a mold temperature machine to equalize the mold temperature and prevent overheating.

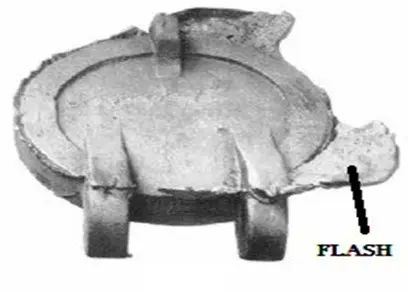
Flash & Burrs
- Causes
- Solution
Causes
Insufficient clamping force: The gap between the parting surfaces of the mold leads to the overflow of molten metal.
Mold wear: After long-term use, the matching accuracy of the parting surface or core decreases.
Solution
Equipment calibration: Increase clamping force or replace a larger tonnage die casting machine.
Mold repair: re-grind the parting surface and replace the worn core.
Surface Roughness & Oxidation
- Causes
- Solution
Causes
Mold contamination: residual mold release agent or oxide in the cavity.
Metal oxidation: Exposure to air during smelting or pouring.
Solution
Cleaning and maintenance: Regularly clean the mold and use ultrasonic cleaning.
Inert protection: Shielding gases (e.g. nitrogen) are used to cover the furnace and pouring process.
Haichen advice
Die casting defects can impact metal part quality and performance, but with the right solutions and best practices, manufacturers can minimize these issues.
Identifying defect causes and applying advanced techniques ensures high quality and reliability in the industry.
Regular mold maintenance, process control, training, and quality assurance enhance die casting operations, improving product quality, reducing waste, and increasing customer satisfaction.

To effectively combat die casting defects, manufacturers should implement the following best practices:
- Regular Mold Maintenance
- Process Control
- Quality Assurance
Regular Mold Maintenance
Perform routine inspections and upkeep of molds to prevent wear and tear that could cause defects.
This involves inspecting for cracks, wear, and other damages that could impact mold performance.
Process Control
Implement advanced monitoring systems to regulate temperature, pressure, and other crucial parameters during the casting process.
Automated systems can provide real-time feedback and adjustments, ensuring consistent quality.
Quality Assurance
Implement rigorous quality control measures, including non-destructive testing (NDT), to detect and address defects early in the production cycle.
Techniques such as X-ray inspection, ultrasonic testing, and dye penetrant inspection can help identify defects that are not visible to the naked eye.




