Die casting spray gun materials mainly include metal alloys such as aluminum, stainless steel, brass, bronze, plastics, ceramics, and tungsten carbide.
These materials are chosen based on their properties, such as corrosion resistance, wear resistance, hardness, and cost.
Die casting spray gun materials need to take into account high temperature resistance, corrosion resistance, light weight and processing performance.
Because in the intricate world of die casting, the role of die coat spray guns is paramount.
These guns serve as indispensable tools for applying a consistent and even coat of lubricants or release agents onto die surfaces, contributing significantly to the longevity of dies, improved casting quality, and the reduction of defects like porosity and soldering.
The die-casting spray gun is not merely a simple spraying tool, but a crucial equipment in the die-casting production line that ensures product quality.
When making a choice, priority should be given to the nozzle specification, the gun body material.
And whether it has a heating function, in order to match the specific spraying materials and mold structure.
Haichen die casting spray gun parameters
- Recommended air pressure
- Air consumption
- Spray distance
- Nozzle diameter
- Spray range (spray width)
- Liquid output
- Maximum liquid temperature
- Weight
Recommended air pressure
Usually between 2.5 – 3.5 bar (36 – 50 psi), some spray guns can support up to 6 bar.
Air consumption
Approximately 20.4 – 21.3 m³/h (about 6 – 7.5 l/min) in the high-pressure low-flow mode, and about 23.8 – 26.5 m³/h in the conventional mode.
Spray distance
The recommended distance is 250 mm (approximately 10 inches). Some processes can be carried out within the range of 170mm – 210mm (7 – 8 inches).
Nozzle diameter
Common specifications are 1.2 – 1.8 mm (such as 1.6 mm, 1.8 mm), and some nozzles offer fine spray models like 0.28 mm.
Spray range (spray width)
Usually within the range of 280mm – 320mm. The width of the spray range depends on the nozzle design and air pressure.
Liquid output
For cooling spray, it is usually lower (such as 350ml/min – 440ml/min), while for paint spraying, the output may be higher.
Maximum liquid temperature
Generally limited to around 50°C, suitable for water-based or low-temperature paints.
Some high-temperature resistant spray guns (such as those used for hot mold spraying) may support higher temperatures.
Weight
The weight of the unit is usually between 400g – 620g (including the cup, it is approximately 540g – 710g). The lightweight design is conducive to the flexibility of the operating arm.

Die casting spray gun materials
- Aluminum alloy
- Stainless steel
- Ceramics
- Plastics
Aluminum alloy
Advantages: light weight (density is only 1/3 of steel), excellent corrosion resistance.
Especially suitable for water-based coatings, good thermal conductivity good for heat dissipation in high-temperature environments.
By primarily employing 280-ton large-scale die-casting machinery, the manufacturing process subsequently performs CNC machining on internal channels.
This dual approach thereby achieves three critical outcomes: enhanced concentricity control, minimized porosity defects, and optimized structural stability.
Application scenarios: automotive industry, high-temperature oil-based paint spraying.

Stainless steel
Advantages: chemical resistance, medium abrasion resistance, high temperature resistance (up to 500°C).
Die-cast stainless steel: suitable for large-scale production and cost-effective; Hardened stainless steel: higher carbon content and more than 30% increase in wear resistance.
Application scenarios: release agent spraying in the chemical industry, Teflon coating for metal molds.
Ceramics
Advantages: Extreme abrasion resistance (5-10 times longer life than metal), high temperature resistance (1400°C), chemical inert.
Limitations: High brittleness, expensive processing.
Application scenarios: high-temperature coating spraying in the aerospace field, precision mold surface treatment.
Plastics
Advantages: Excellent corrosion resistance, light weight, low cost.
Limitations: Poor temperature resistance, low mechanical strength.
Application scenarios: food-grade release agent spraying, short-term, low-cost alternatives.
Die casting spray gun core design elements
- Flow Channel Design
- Material adaptation
Therefore, Haichen optimized the flow channels and nozzle shapes in the die-casting spray gun design.
And this cooling system can enhance the atomization effect, extend the service life and reduce energy consumption.
Flow Channel Design
Runner length and cross-sectional shape: long runners require high-fluidity materials.
Such as magnesium alloys, and complex cross-sections require high-precision casting materials such as zinc alloys.
Surface finish: The anodizing treatment of aluminum alloy can reduce flow resistance and improve atomization uniformity.
Material adaptation
Magnesium alloys are suitable for high flow channels due to their low viscosity properties.
Zinc alloys are used in multi-branch runners to take advantage of their high fillability.

Co-optimization of materials and design
- High Pressure Environment
- Corrosion resistance
- Balance between weight and strength
- Atomization effect control
- Ergonomics
High Pressure Environment
Impact wear resistance poses a critical challenge in nozzle design.
Specifically, Haichen’s engineers employ hardened stainless steel or nitralloy alloys.
While the magnesium alloy body demands rib reinforcement to enhance structural rigidity.
Corrosion resistance
The zinc alloy surface is chrome-plated or ceramic-coated, and is suitable for chemical release agent jetting.
Aluminium alloy anodized treatment improves durability in wet environments.

Balance between weight and strength
Magnesium alloy body Combination design of stainless steel key components such as needle valves.
The modular splicing of zinc alloy small nozzles and aluminum alloy runners reduces costs.
Atomization effect control
Primary atomization: the liquid is broken into coarse particles through the main atomization hole (0.8-2.5mm diameter).
Secondary atomization: The annular air flow generated by the sector control hole further refines the particles to 20-50 μm, ensuring coating adhesion.
Air pressure-flow synergistic adjustment: It is recommended that the spraying pressure of the release agent is 0.3-0.5MPa.
And the atomization air flow rate is 15-25L/min to prevent the droplets from rebounding or polymerizing.

Ergonomics
Gravity balance: For example, the RN-HVLP series adopts a die-cast aluminum body.
And the weight distribution is optimized to 800-1200g, reducing operating fatigue.
Quick change system: QCC threaded™ interface can realize the replacement of air caps in 3 seconds.
And the tapered cup connector can be disassembled and washed without tools.
Adaptation design of process parameters
Optimal distance: 100-200mm (too close will cause rebound, too far will cause droplet polymerization).
Dynamic adjustment: Complex molds are sprayed in sections, the deep cavity is shortened to 80mm, and the flat area is extended to 250mm.
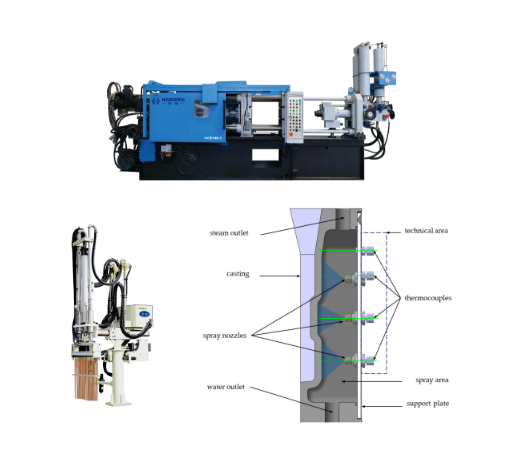
Electric heating module: For solid coatings (e.g. graphite emulsion), the integrated 500-800W heating element maintains the coating in a liquid state at 60-80°C.
To mitigate heat transfer to the handle, the thermal isolation layer integrates an alumina insulation layer within the ceramic-coated spray gun’s interior.

Maintenance method of die-casting spray gun
- Post-use cleaning
- Disassembly & Cleaning
- Lubrication Maintenance
- Seal inspection and replacement
- Storage and protection
- Regular maintenance
- Avoid incorrect operation
Post-use cleaning
The spray gun should be cleaned with solvent immediately after each use to avoid residual paint or paint clogging the passage.
And note that the pH of the solvent should be between 6-8 to prevent corrosion of the gun parts.
Disassembly & Cleaning
Care should be taken when disassembling the gun to avoid damage to the parts.
When cleaning, disassemble parts such as nozzles, gun needles, and air caps.
And thoroughly clean the interior and exterior with solvents or special detergents to ensure that there is no residue.

Lubrication Maintenance
Regularly apply oil or grease to the gun’s moving parts (e.g., threads, adjusting bolts, valve pins, etc.) to maintain its flexibility and reduce wear.
Be careful not to apply too much grease such as motor oil to the paint channel, so as not to affect the spray quality.
Seal inspection and replacement
Regularly check whether the seals, gaskets and other seals are damaged or leaking, and replace them in time if damaged.
Lubrication of the seals is also very important to prolong the service life.
Storage and protection
Spray guns should be stored in a dry, well-ventilated place to avoid moisture or dust contamination.
Make sure all parts are clean and properly assembled when storing.
Regular maintenance
Conduct a comprehensive inspection at least once a week, including checking whether the air pressure, paint passage, nozzle and other components of the spray gun are working properly.
If any problems are found, the relevant parts should be repaired or replaced in time.
Avoid incorrect operation
Do not soak the gun in the solvent for too long to avoid damaging the seals.
Avoid using hard objects to clean the gun to avoid scratching the parts.
Haichen Machinery
Haichen offers high-quality spray guns for press casting machines, dedicated to meeting the professional needs of the casting and forging industries worldwide.
We provide customers with comprehensive solutions.
Our product line includes: precisely designed press casting machines, specialized mold coating spray guns, which ensure the best ejection effect and extend the lifespan of molds.
As well as sturdy and durable forging spray guns that can withstand extreme temperatures and provide effective lubrication during forging operations.
In addition, Haichen also offers auxiliary equipment for press casting machines, further consolidating its reputation for reliable and high-performance products.