Die Casting Sprayer failure include :
- paint leakage from the spray gun
- abnormal spray width adjustment
- malfunction of the digital display screen
- spray width defects
- loose or worn sealing rings
- improper installation of nozzles
- damage to air distribution rings
- blockage caused by improper cleaning
For instance, if the spray gun leaks paint, this issue often arises either because improper installation has left the gun needle sealing ring loose.
Or accumulated wear has compromised the ring’s integrity over time.
For instance, abnormal spray width is usually related to damage or improper installation of the air distribution ring, which can affect air flow and result in uneven spraying.
Therefore, Haichen believes that it is necessary to regularly inspect and replace the sealing rings.
Either cleaning liquid infiltration or battery sealing ring damage may trigger the digital display screen malfunction, thereby resulting in internal circuit damage.
For instance, when the sprayer fails to start, it may be necessary to check whether the power supply, fuse, cable connection, and sensor are working properly.
For motor issues, it might be necessary to disassemble the pump to check for any jamming or test the motor voltage.

Sprayer basic working principle and core functions
- Mold cleaning
- Lubrication spraying
- Secondary purging
- Temperature control
The Die Casting Sprayer is a key auxiliary equipment in the die casting process, mainly composed of a mechanical arm, nozzles, a lubricant supply system and an air purging system.
Mold cleaning:
Blow the mold surface with compressed air (first blow).
Lubrication spraying:
For instance,precisely spray water-based/oil-based lubricants to form an isolation layer to prevent castings from sticking to the mold.
While reducing the mold temperature (typical spraying time: 0.5-3 seconds).
Secondary purging:
Remove excess lubricant residue to ensure uniformity of the mold surface.

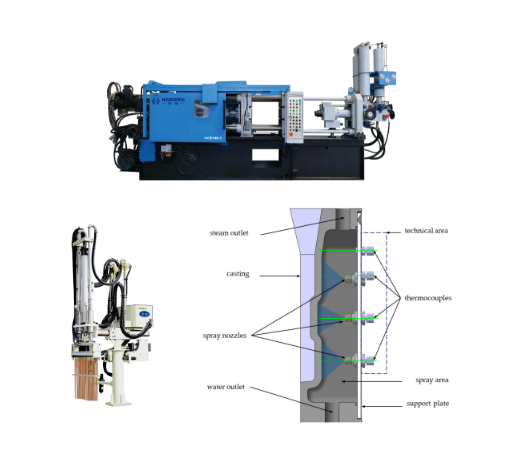
Temperature control:
A process window where the mold temperature is maintained at 150-300℃ (for aluminum alloys) or 200-350℃ (for magnesium alloys) through coolant.
Die Casting Sprayer Common Fault and Analysis
- Nozzle-related faults
- Malfunction of the high-pressure pump
Nozzle-related faults
Blockage:
Residual release agent, water impurities, or accumulated metal debris can block the nozzle aperture.
As a result, the blockage manifests as uneven spray dispersion or complete flow interruption.
Then,to resolve this issue, Haichen’s operators must first disassemble the nozzle for thorough cleaning.
If cleaning proves insufficient, replacing the nozzle becomes necessary.

Wear and deformation:
Long-term high-pressure impact or material fatigue causes the nozzle aperture to expand and shape to distort.
Which is manifested as poor atomization effect (such as overly large droplets or offset spray Angle).
Worn parts need to be inspected and replaced regularly.
Leakage:
Aging or loose installation of the nozzle sealing ring causes leakage.
The sealing part needs to be replaced and the installation position recalibrated.
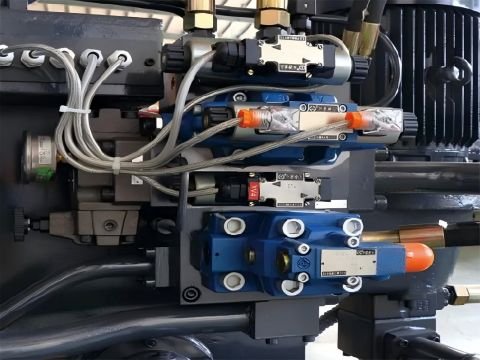
Malfunction of the high-pressure pump
Insufficient pressure:
Motor damage, aging of seals (such as worn O-rings), or blockage of the inlet pipe leads to a decrease in output pressure.
It is necessary to check the stability of the power supply, replace the seals and clean the filter.

Abnormal noise:
Vibration and abnormal noise are caused by bearing wear, impeller imbalance or cavitation (due to air leakage in the suction pipe).
The machine needs to be shut down for maintenance and the risk of cavitation should be eliminated.
Oil leakage/water leakage:
The pump body seal has failed or the connecting parts are loose.
Then,the oil seal needs to be replaced or the joints tightened.
Control system failure
- PLC program anomaly
- Sensor failure
- Power supply issue
PLC program anomaly:
Incorrect parameter setting or interruption of solenoid valve signal causes confusion in operation (such as the spray head failing to reset).
At this point, Haichen will reprogram the die-casting machine or check the signal lines.
Sensor failure:
The malfunction of the position sensor (such as the mold opening limit switch) causes the sprayer to malfunction.
Calibration or replacement of the sensor is required.
Power supply issue:
Voltage fluctuations or loose terminal blocks may cause the equipment to shut down.
It is necessary to check the grounding protection and reinforce the circuit connection.
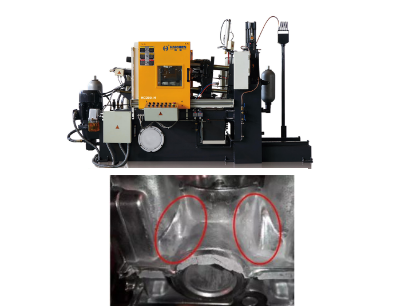
The spray effect is abnormal
- Uneven atomization
- Residual water stains
Uneven atomization:
Insufficient air pressure (compressed air pressure lower than 0.4-0.6MPa), nozzle Angle deviation or improper concentration of mold release agent leads to uneven coverage.
The air pressure valve needs to be adjusted, the nozzle Angle calibrated and the ratio optimized.
Residual water stains:
Insufficient blowing time or clogged air nozzles cause liquid accumulation on the mold surface.
It is necessary to extend the blowing cycle and clean the air path.
Mechanical structure failure
- Motion jamming
- Pipeline leakage
Motion jamming:
Insufficient lubrication of the guide rail or bending of the cylinder piston rod causes the spray head to rise and fall unsmoothly.
The guide rails need to be cleaned, lubricating grease replenished or the cylinders replaced.
Pipeline leakage:
Aging and cracking of the oil pipe or failure of the joint seal, manifested as the leakage of the release agent.
Corrosion-resistant pipelines need to be replaced and a double-sealing design should be adopted.
Typical component failure
- Nozzle failure mechanism
- The performance of the high-pressure pump has deteriorated
- Cavitation damage
Nozzle failure mechanism
Thermal stress fatigue:
Frequent high-temperature and cooling cycles cause microscopic cracks in copper nozzles, eventually leading to their fracture.
Chemical corrosion:
The acidic components of the mold release agent erode the inner wall of the stainless steel nozzle over a long period of time, accelerating the expansion of the hole diameter.
Mechanical shock:
The high-pressure water flow impact causes the material on the inner wall of the nozzle to peel off, forming a local turbulent zone.

The performance of the high-pressure pump has deteriorated
Nitrile rubber sealing rings are prone to hardening and failure in high-temperature environments (>80℃).
And it is necessary to switch to fluororubber material to increase their lifespan.
Cavitation damage
Insufficient lubrication of the guide rail or bending of the cylinder piston rod causes the spray head to rise and fall unsmoothly.
Therefore, technicians must clean the guide rails, replenish lubricating grease, or replace the cylinders.
Systematic fault diagnosis process
- Machine (Equipment)
- Material
- Method (Technique)
- Man (Personnel)
- Environment
Machine (Equipment)
Check the fluctuation of the motor current (allowable range: ±5% rated value).
Verify the positioning accuracy of the servo system (repeat positioning error < 0.05mm).
Material
First, perform the viscosity test on the lubricant using DIN4 cups to ensure the result falls within the suggested range of 18-25 seconds.
Next, measure the pH value of water-based lubricants and confirm compliance with the standard range of 8.5-9.5.
Case: In a certain factory, the PH value of the lubricant dropped to 7.2, causing the aluminum liquid to react and produce gas, resulting in an increase in the bubble rate of the castings.
Method (Technique)
Optimize the spraying sequence (recommended: blowing 0.5s→ spraying 1.2s→ blowing 0.8s).
Adjust the spraying distance (suggested: 150-250mm, adjust according to the complexity of the mold)
Man (Personnel)
Standardize the operation procedures (such as the use of original factory tools for disassembling and assembling nozzles).
Therefore,strengthen preventive maintenance training (It is recommended to conduct 2 hours of specialized training per month).
Environment
Besides,monitor the temperature and humidity in the workshop (standard: 25±3℃, humidity < 60%RH).
Compressed air quality control (dew point temperature < -20℃, oil content < 1mg/m³).



