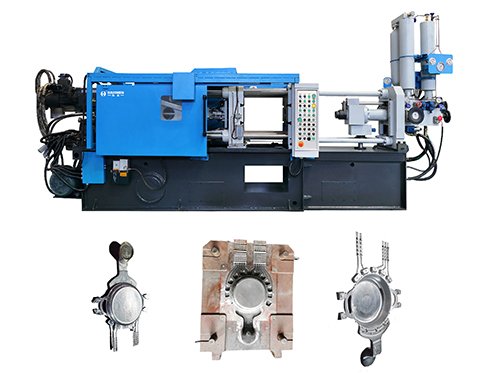
The choice of furnaces in die casting depends on factors like the metal being melted, production scale, and process requirements. The casting processes employed in foundries involve melting metals such as magnesium, aluminium, and copper, followed by pouring the molten metal into moulds.
Die Casting methods vary considerably depending on part production rates, the complexity of the finished components, and the type of metal being cast.
During the die casting process, metal ingots are loaded into melting and holding furnaces. Industrial furnaces heat the ingots to a molten state, after which the metal is poured into moulds to form the components. The castings are subsequently cooled and may undergo further heat treatment processes within industrial furnaces, such as solution treatment, annealing, or quenching. These processes establish the metal’s properties to achieve the required strength and hardness.
Common types of die-casting furnaces
Various techniques exist for melting raw materials used in metal processing (die-casting processes), many of which are specially customised. We shall now outline a selection of more established and commonly employed methods.Below are common furnace types and their applications:
- Reverberatory Furnace
- Crucible Furnace
- Induction Furnace
- Electric Arc Furnace (EAF)
- Cupola Furnace
- Shaft Melter
- Dedicated Holding Furnaces
- Other Furnace Types
Reverberatory Furnace

- Uses:
- Primarily for aluminum die casting, both melting and holding molten metal.
- Suitable for large-scale operations due to high melting capacity.
- Features:
- Fueled by natural gas or electricity (for holding).
- Efficient for melting but less efficient for holding; often paired with dedicated holding furnaces.
- Provides a flat molten metal surface with low oxidation rates.
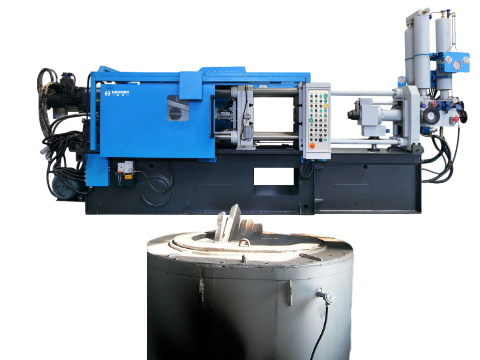
Crucible Furnace

- Uses:
- Non-ferrous metals (aluminum, zinc, magnesium): Ideal for small batches or precision melting.
- Holding furnace: Maintains molten metal temperature near die-casting machines.
- Features:
- Flexible: Replaceable crucibles adapt to different alloys.
- Low cost, suitable for small to medium production.
- Types: Gas-fired, electric resistance, or induction-heated.
Induction Furnace

- Uses:
- Ferrous metals (cast iron, steel) and high-purity non-ferrous alloys (aluminum, magnesium).
- Ensures minimal contamination due to electromagnetic induction heating.
- Features:
- Energy-efficient with precise temperature control.
- Ideal for complex alloys requiring strict composition control.
Electric Arc Furnace (EAF)
- Uses:
- High-melting-point alloys (e.g., steel) in large-scale production.
- Features:
- High thermal efficiency (~70%) and refining capabilities.
- High equipment costs but suitable for heavy-duty applications.
Cupola Furnace
- Uses:
- Traditional method for melting cast iron, especially in high-volume production.
- Features:
- Uses coke as fuel; simple design but challenging emissions control.
- Modern long-life hot-blast cupolas remain relevant in iron foundries.
Shaft Melter
- Uses:
- Continuous aluminum die casting with high melting efficiency.
- Features:
- Compact design for high-output operations.
Dedicated Holding Furnaces
- Models & Uses:
- SEH (Submerged Heater): Energy-efficient, space-saving for aluminum.
- ER (Energy Recovery): Optimizes melt quality and low energy use.
- EH (Integrated Holding): Directly feeds die-casting machines.
- Features:
- Precise temperature control to minimize oxidation and energy waste.
- Compatible with multiple fuels (natural gas, LPG, etc.).
Other Furnace Types
- Rotary Furnace:
- For melting 2–20 tons of metal (e.g., iron alloys), but emissions are difficult to control.
- High-Frequency Induction Aluminum Melter:
- Low energy consumption and automation, tailored for aluminum die casting.

Selection Criteria
- Metal Type:
- Aluminum: Reverberatory, crucible, or induction furnaces.
- Cast iron: Cupola furnaces.
- High-melting alloys: Electric arc furnaces.
- Production Scale:
- High volume: Reverberatory or shaft melters.
- Small batches: Crucible or induction furnaces.
- Energy Efficiency:
- Gas-fired reverberatory furnaces are cost-effective; electric furnaces (e.g., induction) are eco-friendly.
- Process Requirements:
- Holding furnaces complement melting furnaces to balance efficiency and temperature stability.
Each furnace type offers unique advantages, and the optimal choice depends on the specific production environment and metal characteristics.
Characteristics of furnace in aluminum alloy die casting
- Precise Temperature Control
- Furnace Types & Heating Methods
- Structural Design & Energy Efficiency
- Defect Mitigation Technologies
- Special Process Support
Precise Temperature Control
Aluminum alloy melting requires strict temperature regulation, typically within 660–700°C (e.g., 686°C / 1266.8°F or 700°C). Thermocouples are used for real-time monitoring, and user-friendly control panels adjust parameters to ensure proper molten fluidity while avoiding overheating, which can cause oxidation or mold wear. Advanced furnaces achieve temperature fluctuations below ±1°C, minimizing defects like shrinkage or gas pores caused by temperature inconsistencies.
Furnace Types & Heating Methods
Cold-Chamber Dominance: Due to aluminum’s higher melting point (~660°C), cold-chamber die-casting furnaces (separate melting and injection units) are preferred over heat-chamber types to avoid furnace damage.
Gas vs. Electric Heating: Gas furnaces remain cost-effective and mainstream, but electric induction furnaces are gaining popularity for their pollution-free operation and precise temperature control. Some models use silicon carbide (SiC) crucibles to prevent iron contamination.
Structural Design & Energy Efficiency

Energy-Saving Features: Optimized insulation layers and heating elements reduce energy consumption. For example, a Chinese manufacturer’s furnace achieves ultra-low energy use with high productivity.
Quantitative Delivery Systems: Tilted transfer troughs (15–25° angles) with heat-resistant coatings and precision pumps ensure stable molten flow, minimizing turbulence and gas entrapment.
Defect Mitigation Technologies
Exhaust Optimization: Extended/optimized venting channels or vacuum die-casting techniques reduce internal gas porosity.
Localized Pressure & Cooling: Targeted pressure application or cooling oil pipes in thick-walled areas balance temperature distribution to prevent shrinkage.
Compatibility & Post-Processing
Some furnaces integrate heat treatment functions (e.g., quenching, annealing, aging) or optimize mold temperature control points to enhance casting properties. They also accommodate varying alloy compositions (e.g., silicon, magnesium additives).

Special Process Support
Ultra-Slow Casting: Low-speed filling at small angles reduces turbulence for improved surface finish.
Pressure Control: Coordination with die-casting machines ensures rapid mold filling under controlled pressure (0.4–1.2 bar).

Critical Note: A cited furnace temperature of 1200°C exceeds aluminum’s melting point and may be a typo or applicable to other alloys (e.g., zinc). Cross-referencing confirms 660–700°C as the standard range for aluminum alloys.
Welcome to contact us to learn more about furnaces in die casting.



