Choose gooseneck in die casting includes material characteristics, heat resistance and mechanical strength, structural design and so on.
In a hot chamber (gooseneck) die-casting machine, the gooseneck is the critical channel that transports molten metal from the furnace to the die. When selecting a die casting machine, consider the machine’s technical specifications, the volume and quality requirements of the part being processed, and the characteristics of the alloy being used.
When choosing a gooseneck, you need to consider the characteristics of the processed metal. Such as the heat resistance and mechanical strength, the gooseneck design structure, maintenance costs, and temperature control. By choosing the right gooseneck, you can ensure the efficiency of the die casting process and the quality of the product.
We will analyze how to choose die casting gooseneck mainly from below six aspects:
- Core Role of the Gooseneck
- Material characteristics
- Heat resistance and mechanical strength
- Gooseneck Capacity and Size Matching
- Structural design
- HAICHEN choose gooseneck case study
Core Role of the Gooseneck
- Metal Delivery Channel
- Heat Retention and Temperature Control
- Pressure Transfer and Sealing
- Corrosion Resistance and Thermal Fatigue
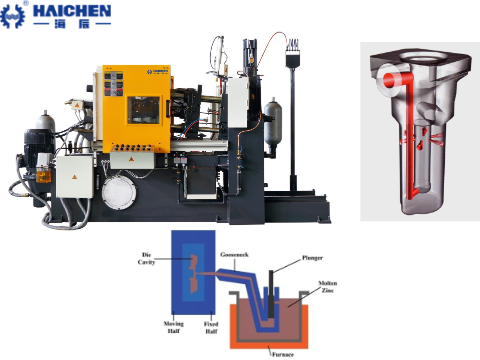
The gooseneck is a key part of hot chamber machines. It connects the furnace to the mold and delivers molten metal to the cavity.
Metal Delivery Channel
- The gooseneck sits in the molten metal. During injection, the plunger forces metal into the gooseneck
- Metal flows through the gooseneck to the nozzle, then into the mold sprue
- The flow path must stay smooth, avoiding sudden section changes that cause turbulence
- The gooseneck’s inner shape directly affects metal flow
Heat Retention and Temperature Control
- The gooseneck long-term stays in molten metal, maitain furnace temperature
- Good insulation reduces temperature drop during delivery
- Large temperature drops increase metal viscosity, hurting fill quality
- Gooseneck material thermal conductivity affects insulation effect
Pressure Transfer and Sealing
- The gooseneck afford injection pressure, needs good strength and rigidity
- The fit with the plunger must seal well to prevent leakage
- Poor sealing causes pressure loss and metal splash
- The gooseneck-mold interface must align precisely to avoid uneven wear
Corrosion Resistance and Thermal Fatigue
- The gooseneck long-time contacts hot metal, needs good corrosion resistance
- Zinc alloys die casting corrode steel, accelerating gooseneck wear
- Temperature cycles cause thermal stress, material needs good thermal fatigue resistance
- Gooseneck life directly affects maintenance costs

Material characteristics of choose gooseneck in die casting
Gooseneck mainly uses for hot chamber die casting. And it is suitable for low melting point metals such as zinc, magnesium and some aluminum alloys.
- High-quality cast/forged steel
- Everdur Bronze (UNS87300)
- Gray cast iron, ductile iron
- Surface coatings (Si-DLC, nitriding, carburizing)
If high melting point metals (such as aluminum, copper, magnesium, etc.) are used, gooseneck is not suitable because these materials will damage the gooseneck and other related parts.
Therefore, when selecting a gooseneck, it is necessary to ensure that its material can withstand the high temperature and process the chemical properties of the metal.
High-quality cast/forged steel
- Used for the gooseneck body of most hot chamber die casting machines.
- Offers high thermal resistance, strength, and wear resistance.
Everdur Bronze (UNS87300)
- It is suitable for gooseneck parts in marine or corrosive environments.
- Chosen for its excellent corrosion resistance and castability.
Gray cast iron, ductile iron
- This is a suitable alternative in cost-sensitive applications.
- But with slightly lower temperature and corrosion resistance.
Surface coatings (Si-DLC, nitriding, carburizing)
- Improve wear resistance and oxidation resistance
- especially in the high-temperature and high-pressure environments of hot chamber die casting.

Matching Gooseneck Capacity to Machine Tonnage
Gooseneck capacity decides the maximum shot size. It must match the machine tonnage and casting weight.
- Capacity calculation formula
- Tonnage vs capacity table
- Effect of too large capacity
- Effect of too small capacity
Capacity calculation formula
Gooseneck capacity = Total shot weight × 1.1-1.3. How to choose gooseneck in die casting Total shot weight includes casting, runner, and overflows. For zinc, a 1.1 safety factor is enough due to good fluidity.
Tonnage vs capacity table
20-50 ton machines need 0.3-1.0kg capacity. 80-150 ton need 1.0-2.5kg. 200-300 ton need 2.5-4.0kg. 400-800 ton need 4.0-8.0kg. How to choose gooseneck in die casting Also check actual casting weight, not just tonnage.
Effect of too large capacity
If capacity is too large, metal stays in the gooseneck longer. How to choose gooseneck in die casting Each extra 5 seconds of staying time drops zinc temperature by 10-15°C, reducing fluidity. It also raises oxidation inclusion risk.
Effect of too small capacity
If capacity cannot hold the required zinc for one shot. How to choose gooseneck in die casting You need multiple shots per cycle, greatly lowering efficiency. Always make gooseneck capacity larger than total shot weight.
Heat resistance and mechanical strength
The gooseneck needs to have high heat resistance to withstand the high temperature of molten metal.
Usually, the gooseneck is made of gray cast iron, alloy steel or cast steel. In addition, the cylindrical inner cavity of the gooseneck needs to be able to withstand the pressure of the hydraulic injection system. So its mechanical strength is also very important.
- Heat Resistance
- Mechanical Strength
- Lifespan and Reliability
Heat Resistance
- Goosenecks typically withstand operating temperatures of approximately 380°C–450°C in zinc alloy die-casting; this can rise to 650°C for high-melting-point materials such as magnesium alloys.
- Hot-work tool steels (H13, SKD61, 8407) or high-quality forged steels can meet these temperature requirements and provide sufficient thermal conductivity to reduce thermal gradients.
Mechanical Strength
- Experimental data shows that hot-chamber goosenecks have an ultimate tensile strength of approximately 337 MPa.
- And a yield strength of approximately 220 MPa, sufficient to withstand the mechanical loads generated by high-pressure injection (>300 bar).
- Hot-work steels have a higher yield strength (>1500 MPa) and maintain excellent ductility at high temperatures, preventing thermal cracking.
Lifespan and Reliability
Through material heat treatment (carburizing and low-temperature tempering) and structural optimization. They can achieve thousands of flawless firing cycles, significantly improving resistance to thermal cracking and thermal fatigue.

Case Study of choosing gooseneck in die casting
Haichen is one Chinese die casting machine manufacturer for more than 10years. At the same time, we produce both high pressure cold chamber die casting machine and hot chamber die casting machine. They have durable and highly precise features.
We always help our clients select the right gooseneck to overcome specific challenges.
Eliminate Nozzle Blockage
One of Haichen clients who producing zinc door fittings, faced frequent nozzle blockages.
This caused unstable production and high scrap rates. Their old gooseneck had poor temperature control and a rough inner surface.
HAICHEN engineers recommended a precision-machined gooseneck with superior heating uniformity. After installation, blockages were eliminated, scrap rates dropped by over 20%, and production stability significantly improved.
Advantage of integrated system solutions
Haichen, as a die casting machine manufacturer, we don’t just supply parts.
We provide complete solutions. Our goosenecks are engineered to work perfectly with our hot chamber machines. This ensures optimal performance, longevity, and seamless after-sales support. Choosing HAICHEN means investing in a reliable, high-performance system.

Gooseneck Capacity and Size Matching
Gooseneck capacity determines maximum shot weight. Size must match machine tonnage and mold structure.
- Capacity Calculation
- Capacity vs Machine Tonnage
- Nozzle Size Selection
- Length and Mounting Dimensions
Capacity Calculation
- Capacity should be 1.1-1.3 times the shot weight
- Shot weight includes casting, runner system, and overflows
- Too large increases metal stay time, causing temperature drop and oxidation
- Too small cannot meet production needs, requiring multiple shots
Capacity vs Machine Tonnage
- 20-50 ton machines: 0.3-1.0kg capacity
- 80-150 ton machines: 1.0-2.5kg capacity
- 200-300 ton machines: 2.5-4.0kg capacity
- 400-800 ton machines: 4.0-8.0kg capacity
Nozzle Size Selection
- Nozzle diameter must match mold sprue bushing, common sizes 8-20mm
- Too small increases flow resistance, extending fill time
- Too large makes gate too big, increase post-processing work
- Nozzle length must match mold thickness, ensuring tight contact with sprue
Length and Mounting Dimensions
- Gooseneck length must match machine structure, ensuring nozzle alignment
- Too long increases flow distance, increase temperature drop
- Too short prevents proper installation or interferes with mold
- Mounting interface must match machine gooseneck seat for reliable sealing
Structural design of choose gooseneck in die casting
The structural design of the gooseneck should ensure that the molten metal can flow smoothly into the mold cavity.
Its shape is similar to a gooseneck, hence the name. One end of the gooseneck is immersed in the molten metal pool. And the other end connects to the mold cavity through a nozzle.
When designing, it is necessary to ensure that the channel of the gooseneck is wide enough to accommodate the molten metal. And that the connection between the nozzle and the mold cavity well seales to prevent metal leakage.
- Functional Positioning
- Material and Surface Treatment
- Thermal Design
- Geometry and Dimensions
Functional Positioning
- As the core channel of a hot chamber die casting machine benefits, the gooseneck connects the injection mechanism to the molten metal pool.
- Transport the metal from the pool to the nozzle and into the die cavity.
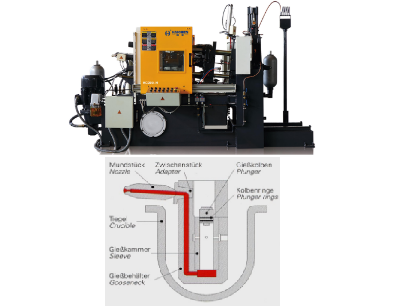
- It typically contains a cylindrical sleeve that houses the injection components, such as the hot chamber and piston.
Material and Surface Treatment
- It must possess high heat resistance, corrosion resistance, and strength, and high-quality cast or forged steel is commonly used.
- To improve wear resistance and chemical corrosion resistance, niobium (Nb) lining or Si-DLC (silicon-doped diamond-like carbon) coating is often used internally. The latter performs best in immersion tests.
- For aluminum hot die casting, specialized materials such as aluminum-corrosion-resistant niobium gooseneck or Anviloy nozzles are required.
Thermal Design
- The gooseneck is immersed in the molten metal for extended periods and must maintain high thermal resistance to prevent heat transfer to the injection mechanism and deformation.
- The standard operating temperature range (using zinc alloy as an example) is 430°C ± 20°C, while magnesium alloys are approximately 650°C, and aluminum alloys are even higher, requiring corresponding material upgrades.
- The design must ensure uniform temperature to avoid local overheating and radial deformation.
Geometry and Dimensions
- A combination of curved and cylindrical bushings is used to achieve smooth flow and reduce pressure drop.
- Critical dimensions (such as inlet diameter and bend radius) are determined through fluid-structure interaction (FSI) analysis to balance flow rate, pressure, and thermal expansion.




