Die casting spray nozzles cleaning involves removing the nozzle, removing blockages with a thin wire or solvent, blowing it out with compressed air, and then reinstalling it.
Spray nozzles are critical components for applying release agent in die casting production. Clogged nozzles cause uneven spray distribution, leading to die sticking, surface defects, or ejection difficulties. Regular nozzle cleaning is essential maintenance for production stability and casting quality.
This article details the steps for cleaning die casting spray nozzles, including removal, soaking, brushing, rinsing, drying, and reassembly. It also explains the importance of regular maintenance and key precautions.
As a die casting equipment supplier, HAICHEN provides durable spray nozzles and complete maintenance recommendations to help customers extend nozzle life and ensure consistent spray performance.
Die casting spray nozzles cleaning steps
With effective steps, you can efficiently clean die-cast nozzles to extend their life and ensure they work properly.
- Removing the nozzle
- Soak cleaning
- Brushing
- Rinse
- Drying
- Reassembly
- Common Problems from Incomplete Cleaning
- Regular Maintenance
Removing the nozzle
First, remove the nozzle according to the unit’s instructions. We must remove and clean the screen or sieve of the nozzle separately.
Soak cleaning
Soak the disassembled nozzle in warm water with an appropriate amount of mild detergent for a recommended soaking time of 15 minutes.
For nozzles made of certain special materials, such as tungsten carbide nozzles, it is not recommended to use acidic solutions or strong detergents to avoid corrosion of the bonded metal.
Brushing
Use a soft-bristled brush (such as a toothbrush) or a special nozzle cleaning brush to gently brush the residue inside and outside the nozzle.
Be careful not to use hard brushes or sharp objects that could damage the nozzle.
Rinse
Thoroughly rinse the nozzle with clean water to ensure that all detergent and residue is removed.
Drying
Dry the cleaned nozzle with a clean soft cloth or blow it dry with compressed air.
Be careful not to use compressed air to blow dry the precision part of the nozzle directly to avoid damage.
Reassembly
We will check each part to ensure it is clean and free of residue, and then reassemble the nozzle according to its original design.
Common Problems from Incomplete Cleaning
If nozzles are not thoroughly cleaned, residual release agent gradually hardens and further reduces the orifice diameter, leading to:
- Reduced spray volume and insufficient mold lubrication
- Poor atomization and uneven release agent distribution
- Accelerated nozzle clogging and shortened service life
- Casting surface defects or ejection difficulties
After each cleaning, verify that the orifice is fully clear. Briefly spray onto white cardboard and check the spray pattern. Interrupted or skewed patterns indicate remaining blockage requiring re-cleaning.
Regular Maintenance
In order to maintain optimum performance of the nozzle, it is recommended that it be cleaned and inspected at regular intervals.
Especially for nozzles that have not been used for a long period of time, it is recommended to disassemble them and then soak or use ultrasonic cleaning.

How to Prevent Nozzle Clogging
In addition to regular cleaning, the following measures help reduce clogging frequency:
- Release Agent Filtration
- Post-Spray Purge
- Water Quality Management
- Stable Operating Pressure
- Regular Inspection Records
Release Agent Filtration
Install filters in the release agent supply line to prevent impurities from entering nozzles. Clean or replace filters regularly based on production volume.
Post-Spray Purge
Add a short air purge after each spray cycle to blow residual release agent out of the nozzle, preventing drying and buildup at high temperatures.
Water Quality Management
Use softened water for release agent dilution. Minerals in hard water deposit at high temperatures and gradually clog nozzles.
Stable Operating Pressure
Maintain stable pressure in the spray system. Pressure fluctuations cause flow variations, affecting atomization and accelerating nozzle wear.
Regular Inspection Records
Establish nozzle usage records, documenting cleaning dates and nozzle condition. Replace nozzles when orifice wear or abnormal spray patterns appear.
HAICHEN spray systems include anti-drip nozzles and automatic purge functions, effectively reducing clogging risks and maintenance frequency.

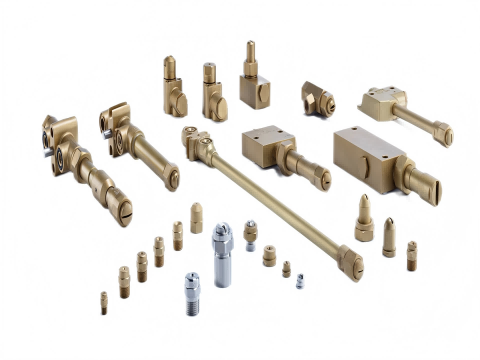
Haichen Die casting spray nozzles
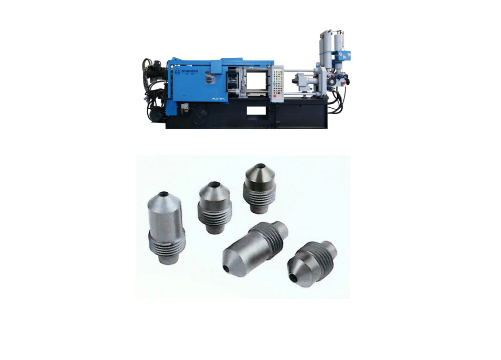
Haichen is a die casting machine factory located in Ningbo, China, mainly supplying cold chamber die casting machine and hot chamber die casting machine. Besides machines, we also supply die casting auxiliary equipments and spear parts.
The advantage of Haichen Die casting spray nozzles
- Durability and long life: Haichen’s nozzles and gooseneck sections are manufactured from high-temperature and hot-worked steel, ensuring durability and long life under high-intensity working conditions.
- Efficient and stable injection performance: The nozzles can effectively control the flow of molten metal into the mold in a smooth and directional manner, thus improving productivity and product quality.
- Adaptable: Haichen’s nozzles are suitable for a wide range of die casting alloys, including zinc and aluminum alloys, and are able to meet the needs of different industrial applications.
- Improved productivity: The efficient design of the nozzles reduces waiting time and improves overall productivity.
Properly performed spray nozzle cleaning can increase die casting efficiency and improve product quality.



