1. Use thin cooling lines. 2. Add more cooling channels. 3. Lower water temp. 4. Speed up water flow. 5. Put pipes near mold surface.
Optimizing the cooling process is absolutely the core part of shortening cycle time and boosting overall efficiency in die casting.
It’s never a one-step job to cut production cycles by improving cooling performance.
Instead, it takes a comprehensive approach that integrates mold design, material characteristics, process control and advanced technology all together.
Especially for mass production of die-cast products like aluminum pots, the cooling effect directly decides production capacity and manufacturing costs.
As everyone in the industry knows, the solidification and cooling time of castings accounts for 50% to 70% of the entire die casting cycle — it’s a huge proportion.
This is why Haichen believes that scientifically optimizing the cooling system and enhancing its cooling efficiency is the most practical way to accelerate production speed and reduce the cost of die-casting.

How Haichen optimizes die-casting cooling
- Haichen Temperature Control System
- Haichen Water Chiller
Haichen Temperature Control System
Haichen adopts a multi-loop independent temperature control system, which can flexibly adjust the water temperature in different areas of the die-casting process, avoiding the formation of scale that hinders heat transfer.
At the same time, it uses softened water treatment to reduce equipment corrosion, effectively extending the service life of the cooling system and die-casting equipment.
The core jet cooler is combined with micro-hole cooling technology.
Which can efficiently cool the high-temperature parts of the mold at a temperature of 200 degrees Celsius.
Preventing local overheating and mold sticking, and significantly extending the mold’s service life.

Haichen Water Chiller
Haichen water chiller is the core component for optimizing die-casting cooling.
It rapidly and stably absorbs the heat from the mold through a closed-loop cooling fluid circulation.
Then,It features high-precision temperature control (±1℃).
Which can maintain the optimal working temperature of the mold and meet the requirements of different die-casting alloys.
It enhances the quality of the castings while shortening the production cycle.
The water chiller is deeply integrated with Haichen’s overall cooling solution and works in synergy with other technologies to achieve efficient, energy-saving and stable cooling effects.

Haichen Strategy
By taking advantage of the high thermal conductivity of heat pipes, the heat from narrow areas.
Such as deep cavities and ribs is conducted to the external cooling system, suitable for small components and high-precision molds.
It can eliminate traditional cooling blind spots, avoid local overheating, and shorten the overall solidification time.
High thermal conductivity materials such as copper alloys and aluminum alloys are embedded in the heat nodes to accelerate heat dissipation.
Combined with the conformal cooling water channels, the flow channels are customized.
According to the shape of the mold cavity, resulting in a heat transfer efficiency increase of over 20%.
The production process adopts a combined water-cooling and air-cooling mode: Water cooling takes the lead in internal heat dissipation.
While air cooling assists in surface cooling and process connection, creating a uniform mold temperature field.
Key Parameter Optimization and Design Principles
- Haichen Mold material selection
- Cooling channel design
- Thermal balance calculations
Haichen Mold material selection
High thermal conductivity mold steels, such as H13, can improve heat dissipation efficiency.
But need to balance wear resistance with cost.
Copper alloy inserts are used for localized heat dissipation.

HAICHEN Die casting mold
Haicen Cooling channel design
Geometrical parameters: channel diameter, spacing and distance from the cavity need to be optimized by CFD simulation.
Studies have shown that the short distance arrangement of 10.5mm pipe diameter can significantly reduce the cavity temperature gradient.
Layout principle: Spiral, serpentine and other flow channels are used to enhance the turbulence effect and avoid uneven cooling caused by straight channels.
Cooling medium control
Flow rate and temperature: Increasing the flow rate can speed up heat dissipation.
But it is necessary to avoid turbulent resistance caused by too high a flow rate.
Media type: oil cooling or gas cooling is used for high-temperature areas (such as magnesium alloy molds) to prevent water from boiling; Water cooling in low-temperature areas improves economy.
Thermal balance calculations
Establish a mold thermal balance model, and dynamically adjust the cooling time and spraying cycle.
For example, infrared thermography can be used to identify critical cooling areas and reduce ineffective cooling times.
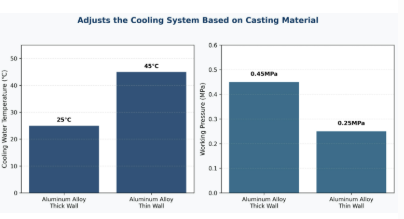
How Haichen adjusts the cooling system based on the casting material
- Haichen adjusts the cooling parameters according to the materials
- Haichen Intelligent Temperature Control System
Haichen adjusts the cooling parameters according to the materials
Haichen uses the temperature, flow rate and pressure of the cooling water as the core for regulating cooling efficiency.
It can be flexibly adapted according to the material of the castings (such as aluminum alloys) and the wall thickness of the products.
The water temperature is generally controlled within 20-50℃. For thick-walled castings, a lower water temperature is selected to accelerate cooling.
For thin-walled castings, the water temperature is moderately increased to prevent excessive cooling which may cause internal stress.
Haichen Intelligent Temperature Control System
At the same time, the cooling flow rate and pressure are coordinated to match each other, maintaining the turbulent state of the water channel.
The water flow speed is ≥ 1.5 m/s and the pressure is stable at 0.2 – 0.5 MPa, balancing the heat exchange efficiency and energy saving and consumption reduction.
Meanwhile, Haichen is equipped with temperature control and flow monitoring components for the die-casting machine.
Which can dynamically adjust parameters in real time to ensure the stability and controllability of the entire die-casting cooling process.




