Injection parameters during die casting includes injection speed, low-speed start position, pressure range, holding time and so on.
In the high-pressure die casting (HPDC) process, injection parameters are key factors in determining casting quality, density, and dimensional accuracy. A reasonable combination of injection parameters is essential for achieving high-quality die-cast parts. Different alloys, wall thicknesses, and geometric complexity can lead to fine-tuning of specific values. We recommend to conduct orthogonal experiments or numerical simulations before actual production.
The injection parameters in the die casting process are the key factors affecting the molding accuracy and quality of the casting.
- Injection parameters during die casting of injection speed
- Low-speed start position in injection parameters during die casting
- Pressure range
- Holding time
- Injection temperature
- High pressure speed
- Mold temperature
- Filling time
- Cooling time
- Strengthening pressure
Injection parameters during die casting of injection speed
Injection speed is one of the most important parameters in the die casting process, which directly affects the filling speed and quality of the molten metal.
- Effects of injection speed
- Typical ranges
- Selection principle
- Reasonable injection speed
Effects of injection speed
- A higher injection speed can reduce pores and defects, but too fast a speed may cause the molten metal to splash or mix with gas, thus affecting the surface quality of the casting.
- The selection of injection speed needs to comprehensively consider the mold design, the characteristics of the molten metal (such as melting point, thermal conductivity, etc.) and the complexity of the casting.
- Injection speed is a key control variable for die-casting quality and needs to be set separately during both the pre-filling (slow shot) and high-speed filling (fast shot) stages.
Typical ranges
0.05-0.6 m/s for slow shot, 0.4-6 m/s for fast shot. The most commonly used optimal fast shot speed for aluminum alloys is approximately 1 m/s, and for magnesium alloys, approximately 3-5 m/s.
Selection principle
Determine the optimal combination based on alloy fluidity, wall thickness, detail density, mold temperature, and desired mechanical properties and surface quality, combined with experimental or simulation verification.
Reasonable injection speed
A reasonable injection speed can significantly increase tensile strength, reduce porosity, improve surface finish, and extend mold life, making it the key to achieving efficient, low-defect die casting.
Low-speed start position in injection parameters during die casting
- First Exhaust, then Accelerate
- Interoperability with Mold Design
- Key Monitoring Indicators
- Regular Review
The low-speed start position refers to the low-speed stage before the injection head starts high-speed injection. The function of this stage is to remove the air in the mold cavity and ensure that the metal liquid enters the mold cavity smoothly.
The setting of the low-speed start position need adjust according to the specific structure and process requirements of the mold.
First Exhaust, then Accelerate
The low-speed start position should be set when the barrel is approximately 30%-60% filled.
At this point, low-speed injection is used to gradually expel air from the barrel, preventing it from being trapped by the molten metal during high-speed impact.
Interoperability with Mold Design
If the gate is small or the cavity has a deep hole, it is recommended to advance the low-speed start position (e.g., 410mm) to allow for longer exhaust time.
Key Monitoring Indicators
Monitor the low-speed injection speed, barrel fill level, and switch point position in real time on the production line to ensure that the deviation from the set value does not exceed ±5%.
Regular Review
Machine wear, mold thermal deformation, or material temperature changes can affect the actual start position. It is recommended to review the parameters every batch or every 100,000 pieces.

Pressure range
- High-Pressure Die Casting (HPDC)
- Low-Pressure Die Casting (LPDC)
- Conventional (Medium-Pressure) Range
Pressure is another key parameter in the die casting process. The appropriate pressure range should be determined based on the shape, wall thickness and material properties of the casting.
- For simple shapes and thin-walled castings, lower pressures can meet the requirements.
- For complex shapes and thick-walled castings, higher pressures are required.
- In addition, the magnitude and duration of pressure also need optimize based on the material and mold structure.
High-Pressure Die Casting (HPDC)
In high-pressure die casting machine, the pressure range range
- Conventional injection pressures range from 10 to 200 MPa (approximately 1,500 to 29,000 psi).
- Some large or thick-walled parts (such as transmission housings and battery trays) can reach 250 MPa (approximately 36,000 psi).
- Typical industrial practice uses pressures between 100 and 200 MPa (approximately 14,500 to 29,000 psi).
Low-Pressure Die Casting (LPDC)
- Injection pressures are only 0.01 to 0.1 MPa (approximately 0.15 to 1.5 psi), primarily used for slow, top-fill processes.
Conventional (Medium-Pressure) Range
- Most technical literature cites a standard injection pressure range of 1,000 to 20,000 psi (approximately 6.9 to 138 MPa) for die casting machines.
- For aluminum and magnesium alloys, the typical range is 3,000 to 10,000 psi (approximately 14,500 to 29,000 psi). 20-69 MPa)
- Zinc alloys and copper-based alloys can have higher injection pressures, 6,000-15,000 psi (approximately 41-103 MPa).
Holding time
The holding time refers to the time that pressure is continued to be applied after injection. That to ensure that the molten metal is completely solidified.
The length of the holding time directly affects the density and dimensional stability of the casting. Too short a holding time may cause internal defects in the casting, while too long a holding time may increase production costs.
Injection temperature
Injection temperature refers to the temperature of the molten metal during the injection process. Appropriate injection temperature can ensure good fluidity of the molten metal and reduce the occurrence of defects.
Studies have shown that lower injection temperature and higher low-speed pressure can reduce the pre-crystallization phenomenon in the injection cavity, but too low low-speed pressure may cause air entrainment.

High pressure speed
High pressure speed refers to the speed of the injection head during the high-speed injection stage.
Too high high pressure speed may cause clogging of the exhaust hole and affect the quality of the casting.
Therefore, the setting of high pressure speed needs to match the mold design and process requirements.
HAICHEN’s technology of injection parameters during die casting
HAICHEN machines give users the tools to set and maintain perfect parameters.
- Solve porosity in an automotive bracket
- HAICHEN advantage of control injection parameters during die casting
Solve porosity in an automotive bracket
One of our Haichen customers had porosity issues in aluminum engine brackets. The parts failed pressure tests. HAICHEN engineers found their old machine could not hold a stable intensification pressure. On their new HAICHEN machine, we set a precise, multi-stage injection profile with a longer intensification phase. This allowed the molten aluminum to solidify under constant high pressure. The porosity was eliminated, and part strength met all standards.
HAICHEN advantage of control injection parameters during die casting
HAICHEN die casting machines use closed-loop servo systems and high-quality hydraulics. This means when you set a parameter, the machine repeats it exactly for every single shot. This stability is what turns good settings into perfect, consistent parts. It reduces scrap and gives our clients confidence in their process.
Mold temperature
Mold temperature also has an important impact on the injection process. Higher mold temperature can improve the fluidity of molten metal and reduce the occurrence of defects, but too high mold temperature may shorten the mold life.

Filling time
Filling time refers to the time required for the molten metal to enter the mold cavity from the injection head and fill the cavity. A shorter filling time can reduce the occurrence of defects, but too short a filling time may cause the molten metal to splash or mix with gas.
Cooling time
Cooling time refers to the time required for the molten metal to completely solidify in the mold cavity. The length of cooling time directly affects the density and dimensional stability of the casting.
Strengthening pressure
Strengthening pressure is the additional pressure applied after the injection is completed to further compact the molten metal and reduce pores and defects. Studies have shown that appropriate strengthening pressure can significantly improve the quality of castings.
The injection parameters in the die casting process need to be optimized according to the specific process requirements and mold design. By reasonably adjusting the injection speed, pressure range, holding time, injection temperature, high pressure speed, mold temperature, filling time, cooling time and strengthening pressure, the molding accuracy and quality of the casting can be significantly improved.
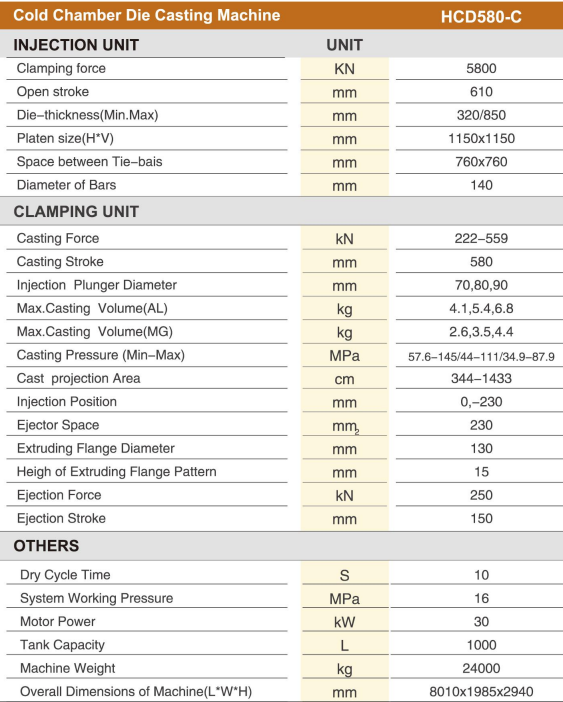
Haichen die casting machine
Haichen is one Chinese die casting machine manufacturer for more than 10years. At the same time, we produce both high pressure cold chamber die casting machine and hot chamber die casting machine. They have durable and highly precise features.


Haichen also produce die casting machine auxiliary equipment. Such as conveyor, vacuum machine, mold temperature controller, industrial robot, sprayer and so on.

We supply cold chamber and hot chamber die casting machine spare parts.
Welcome contact us.



