Pressure casting vs other Processes:
- Material Specificity
- Casting Method
- Accuracy and Complexity
- Production Efficiency
- Surface Finish and Strength
Experts consider die casting one of the advanced manufacturing processes.
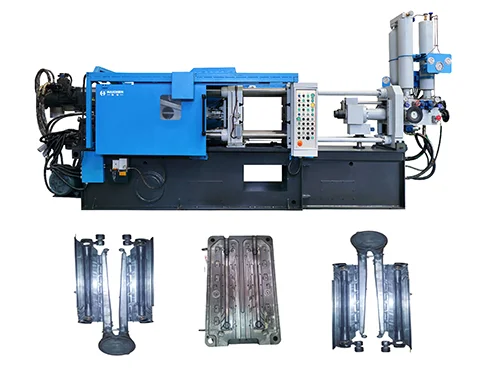
We inject molten metal into a precision metal mold cavity at high pressure (5–150 MPa) and high speed (5–100 m/s) to achieve rapid cooling and forming in pressure casting.
Pressure casting mainly includes High Pressure Die Casting (HPDC) and Low Pressure Die Casting (LPDC).
In the design of low-pressure die-casting molds, the use of sand cores requires the comprehensive application of structural optimization, material selection, process coordination and manufacturing technology to achieve high-quality and high-efficiency production of castings.
Comparing Pressure Die Casting with other conventional casting techniques yields many benefits.
Pressure Die Casting can achieve high accuracy, production efficiency, and material-specific qualities.
Understanding these differences is crucial for industries seeking cost-effective and high-quality production solutions.
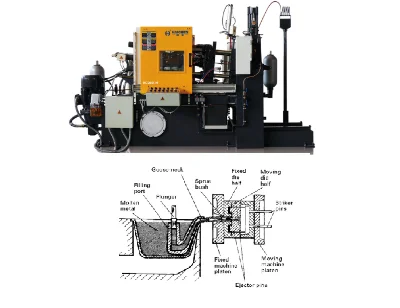
Pressure casting
Definition: Molten metal (e.g., aluminum, zinc, magnesium) is injected into a steel mold (Die) under high pressure (typically 10-200 MPa) and quickly cooled to form.
Features: High precision (tolerance class IT13-IT15) and surface finish (Ra 0.8-3.2μm).
Suitable for mass production, the cold chamber die casting machine can reach 50-90 times per hour.
And the hot chamber die casting machine can reach 400-900 times.
Manufacturers can produce complex geometries and thin‑walled parts (minimum wall thickness: 0.5 mm for aluminum, 0.3 mm for zinc).

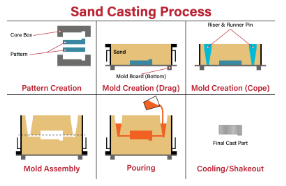
Sand Casting
Sand casting is a traditional casting method that uses molding sand (a mixture of silica sand, clay and water) to compact into a casting mold.
It pours molten metal by gravity and cools it to form a casting.
It is characterized by low material cost and wide adaptability, suitable for steel, iron.
And most non-ferrous alloys, especially suitable for the production of single pieces, small batches and large castings.
Forging
Precision casting is a general term for a class of high-precision casting processes.
Including investment casting, ceramic mold casting, metal mold casting, etc.
At its core, precision molds control the metal solidification process.
Such as wax molds or ceramic shells, resulting in dimensionally accurate, surface finishes for castings, often without the need for post-processing.
Investment casting (lost-wax method) is a typical example of this, suitable for complex thin-walled parts and high-performance demand areas.

Weld
- Fusion welding
- Pressure welding
- Brazing
- Welding consumables
Welding is the technique of creating a permanent connection between two or more workpieces at the atomic level by heating or pressurizing (or a combination of both).
Fusion welding
The process heats the workpiece until it melts into a molten pool, then joins it upon cooling (e.g., arc welding, laser welding).
Pressure welding
Pressurization at a temperature below the melting point to make the workpieces penetrate and bond with each other (e.g. resistance welding, friction welding).
Brazing
Utilizing a low melting point filler material, such as solder, to join the workpiece by capillary action, and the base metal does not melt.
Welding consumables
- Metal type: carbon steel, stainless steel, aluminum alloy, titanium alloy, nickel-based alloy (e.g. Inconel).
- Filler material: welding rod (such as 7018, 6013), welding wire (such as ER70S-6), brazing metal.
- Such as silver base, copper base.
- Special requirements: the chemical composition of the base metal needs to be matched.
- And some materials need shielding gas (e.g. argon for TIG welding).

Stamping
Stamping is a processing method that uses presses and dies to apply external force to metal materials.
Such as plates, strips, tubes to plastically deform or separate.
So as to obtain the desired shape and size of the workpiece.
The three elements of stamping: molds, equipment and materials.
The mold determines the shape of the workpiece, the equipment (e.g., mechanical/hydraulic presses) provides the power, and the material is mainly cold-rolled or hot-rolled steel plate.
- High efficiency: composite die and multi-station progressive die can complete multiple processes on one equipment, suitable for mass production.
- High precision: the repeatability can reach the micron level, the product consistency is good, and the surface quality is excellent.
- Lightweight: Stamping parts have the characteristics of thin, uniform, light and strong.
- And are often used to replace castings and forgings.

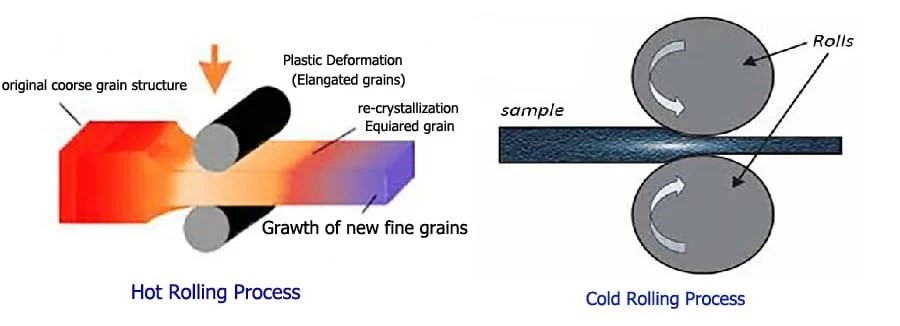
Rolling
- Plastic deformation
- Stress-strain relationship
- Metal flow
Profiles (e.g. plates, tubes) are produced by compressing blanks by rotating rolls.
Which are highly efficient but single in shape, and are mainly used for raw material pretreatment.
Rolling is a metalworking process in which a metal billet is plastically deformed by rotating a roll to change its shape, size, and properties.
The core principle is to use the friction between the roll and the roll to pull the material into the roll gap.
And to achieve cross-section reduction and length increase through compression.
More than 90% of metal materials (especially steel) are plastically processed by rolling.
So this technology occupies an important position in the metallurgical industry and the national economy.
Plastic deformation
The metal is irreversibly deformed under the pressure of the roll.
And the grains are elongated along the rolling direction to form a fiber structure and improve the mechanical properties of the material.
Stress-strain relationship
During the rolling process, the internal stress distribution and deformation degree of the metal directly affect the calculation of the rolling force and the setting of process parameters.
Metal flow
The uniformity of metal flow determines the organizational consistency of the product due to the influence of roll speed, temperature and material.
For example, high temperatures during hot rolling reduce flow resistance and promote uniform deformation.
Material Specificity
Pressure Die Casting: This process is meant for aluminium and its alloy, which are highly corrosion-resistant and very lightweight. This application is more suited for the automotive, aerospace, and electronics sectors.
Traditional Casting: This could range from sand casting, investment casting, etc. Its application can be carried out on anything, such as steel and iron, but when focusing on aluminium, it may not be so effective.

Casting Method
Pressure Die Casting: The molten Aluminium is injected under pressure into a mould, and rapid solidification is carried out. In Pressure Die Casting, resulting parts get a finer surface finish and dimensional accuracy.
Traditional Casting: Sand casting and others depend on gravity and basic moulds, which require post-processing and deliver lower accuracy and more ragged surface finishes.
Accuracy and Complexity
Pressure Die Casting: The process delivers high accuracy with thin walls and lends itself to complex geometries with tight tolerance. High pressure in pressure die casting especially accounts for complex geometries.
Traditional Casting: Although able to produce the part with complex details, traditional methods tend not to be as accurate and usually require more finishing work.

Production Efficiency
Pressure Die Casting: The Pressure Die Casting process permits faster speeds and efficiency, especially in high volumes, and consequently lower unit cost.
Traditional Casting: Much slower, especially taking into account mold preparation and time allowed for each cast to cool, and therefore less efficient and labor intensive for large-scale production.
Surface Finish and Strength
Pressure Die Casting: It gives a good surface finish. This generally prevents post-casting machining operations to a greater extent. It can also achieve strength-to-weight ratios as the metal flow and density are significantly better.
Traditional Casting: Methods like sand and investment casting often result in a coarser surface finish. Post-casting machining is necessary to make the surface smooth, and the strength might not be comparable to that of a pressure die-cast component.
Have a Die Casting Idea?
Haichen are experts with over 20 years’ experience in the manufacture of high-quality aluminium die casting parts provider, across a wide range of applications and industries.
We can help you to choose the best process to benefit the final application of your component.
Simply get in touch directly and we’ll be happy to assist.