Low Pressure Die Casting (LPDC) is an advanced casting technology mainly used to produce thin-walled and complex-shaped metal parts.
https://www.youtube.com/watch?v=E5twl9kaEww
The low pressure die casting (LPDC) has three key features: low pressure, smooth filling, and good feeding during solidification. Unlike high pressure die casting which fills molds very fast with turbulence, LPDC uses compressed air to push molten metal from a sealed furnace up through a tube into the mold. Filling speed is usually 0.5 to 2 m/s. This guide explains the basic principle, pressure range, and process steps of LPDC.
LPDC is widely used for automotive parts. It makes about 20% of all aluminum castings, and this share keeps growing. The process works very well for axis-symmetric parts like aluminum wheels, cylinder heads, steering knuckles, and chassis parts. Compared to gravity casting, LPDC gives denser structures and better mechanical properties. Compared to high pressure die casting, LPDC has lower equipment cost and the castings can be heat treated, but cycle times are longer.
Low pressure die casting is a process where molten metal is pushed into a mold from below using gentle air pressure. This technology avoids the common problems of pores and oil bubbles in high-pressure casting by injecting molten metal into the mold at a lower pressure, while improving material utilization and product quality. This article explains how this method works. We will list its main advantages and typical uses.
- Low Pressure Die Casting Process Principle
- Main features
- Process steps
- Application Areas
- Advantages and Disadvantages
Low Pressure Die Casting Process Principle
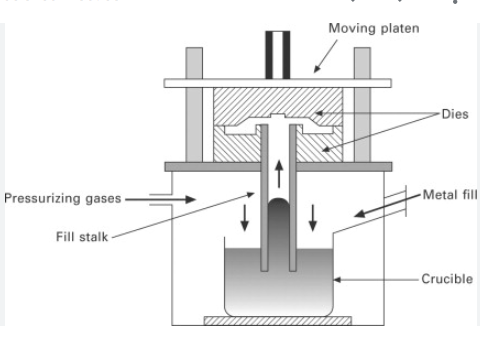
In the low-pressure die casting process, the mold is usually installed above a sealed crucible containing molten metal. The molten metal guides from the bottom to the mold cavity through a riser. Compressed air or inert gas injects below the liquid surface of the molten metal, pushing the molten metal upward and filling the mold cavity.
- The Sealed Furnace and Fill Tube
- Applying Controlled Air Pressure
- Solidification and Cycle Completion
The Sealed Furnace and Fill Tube
A furnace holds the molten metal, like aluminum. A fill tube connects the furnace to the mold above it. The furnace is sealed so air pressure can build up inside.
- At the start of the process, the mold is placed above a sealed crucible. The crucible holds molten metal (for aluminum, temperature is about 710 to 720°C).
- Dry compressed air or inert gas is fed into the crucible, creating low pressure above the molten metal surface. Filling pressure is usually 20 to 60 kPa (about 0.02 to 0.06 MPa).
- This pressure pushes the molten metal up through the riser tube and into the mold smoothly.
Applying Controlled Air Pressure
Gentle air pressure pushes on the surface of the molten metal. This pressure forces the metal to rise slowly up the fill tube and into the mold cavity. The pressure stays on during filling.
- The riser tube is inserted into the molten metal at the bottom of the crucible.
- Its upper end connects to the mold’s gating system. Under pressure, molten metal rises from the clean melt at the bottom, goes through the riser tube, and enters the mold cavity.
- Slag and impurities float on the metal surface. Since the riser tube draws melt from the bottom, slag does not enter the mold. This improves casting purity.
Solidification and Cycle Completion
Once the mold is full, the metal cools and solidifies under pressure. After solidification, the air pressure is released. The leftover liquid metal in the tube flows back into the furnace. Then the mold opens to remove the part.
- After the mold is filled, gas pressure is kept on the metal surface. This makes the metal solidify under pressure.
- The pressure compensates for shrinkage and prevents cavities.
- When the casting fully solidifies, gas pressure is released. Unsolidified metal in the riser tube and gating system flows back into the crucible by gravity.
- The mold is then opened and the casting is taken out.
This method can effectively avoid oxidation and the formation of inclusions, thereby improving the purity and surface quality of the casting.
Working Principle and Equipment
Low pressure die casting fills the mold very smoothly. It suits parts with even wall thickness.
- Lift tube and sealed furnace
- Pressure control curve
- Mold and cooling system
Lift tube and sealed furnace
A sealed holding furnace applies dry compressed air on the melt surface. The pressure pushes metal up through a lift tube into the mold. The lift tube is ceramic or cast iron, heat-resistant and corrosion-proof. In low pressure die casting, tube diameter and length match the casting weight.
Pressure control curve
The pressure rises in stages. First, low pressure moves metal slowly to the gate. Then a holding stage lets the metal touch the cavity wall. Finally, a fast pressure increase makes the metal solidify under pressure, removing shrinkage. A PLC controls each stage exactly.
Mold and cooling system
The mold sits above the lift tube. The lower half has the gate. Cooling channels go around thick sections to guide directional solidification. low pressure die casting gives longer mold life than high pressure die casting because filling speed is low and thermal shock is small.
Main features
- Precise control
- Reduce defects
- Suitable for complex designs
- Production efficiency
Precise control
Low-pressure die casting can accurately control the filling of the mold cavity, ensuring the dimensional accuracy and surface finish of the casting.
Reduce defects
Due to the smooth flow of molten metal without turbulence, the casting has lower porosity and less oxide layer, which improves the overall quality of the casting.
Suitable for complex designs
Low-pressure die casting is particularly suitable for the production of parts with complex geometries and thin-walled structures, such as wheels, cylinders, etc. in automotive parts.
Production efficiency
Although low-pressure die casting is slower, its production cycle is short and suitable for mass production.
Process steps
- Mold preparation
- Molten metal processing
- Pressure filling
- Cooling and solidification
- Demolding and cleaning
Mold preparation
The mold usually made of high-temperature resistant materials. Coat with a ceramic coating to prevent molten metal from sticking.
Molten metal processing
After the molten metal heats to the appropriate temperature. It slowly injects into the mold cavity through a vertical pipe.
Pressure filling
Compressed air or inert gas injects below the liquid surface of the molten metal, pushing the metal upward and filling the mold cavity.
Cooling and solidification
The metal in the mold cavity cools and solidifies under pressure to form the final casting.
Demolding and cleaning
After the casting is cooled, the mold is opened, the casting is taken out and subsequently processed.
Application Areas
Low-pressure die casting widely uses in industries such as automobiles, aerospace, electronics and household appliances. For example, in the automotive industry, it uses to produce wheels, cylinder blocks and other high-performance light alloy parts.
Common Applications and Industry Use, this process is ideal for specific types of products.
- Automotive Wheels and Structural Parts
- High-Strength Aerospace Components
- Other Demanding Engineering Parts
Automotive Wheels and Structural Parts
Car wheels are a classic product for low pressure die casting. The process makes them strong, light, and good-looking. It is also used for chassis parts and suspension components.
High-Strength Aerospace Components
The aerospace industry needs very reliable parts. This process makes dense, high-integrity castings for aircraft fittings and engine parts.
Other Demanding Engineering Parts
Many industries use it for parts that must be strong and leak-tight. Examples include hydraulic blocks, pump housings, and high-quality valve bodies.
Advantages and Disadvantages
Advantages of the Low Pressure Die Casting Process
It offers several key benefits for part quality and production.
- Excellent Metallurgical Quality
- High Material Yield and Efficiency
- Good Surface Finish and Dimensional Accuracy
Excellent Metallurgical Quality
The metal fills the mold smoothly with little turbulence. This results in very few gas pores inside the part. Therefore, low pressure die casting produces strong, dense castings, which is good for safety parts.
High Material Yield and Efficiency
The process uses no risers and has a very small biscuit. Almost all the metal goes into the part itself. This means much less waste metal compared to other methods. It saves material cost.
Good Surface Finish and Dimensional Accuracy
The controlled fill produces parts with a smooth surface. Also, the mold cools evenly, which leads to stable dimensions. This often reduces the need for extra machining.
Disadvantages
- Slow production speed
- Not suitable for the production of thin-walled parts (thickness less than 3mm).
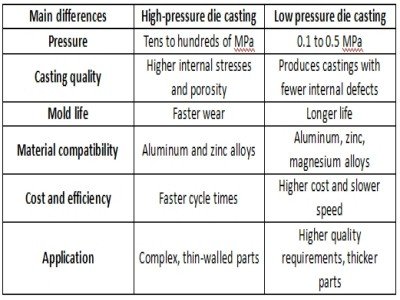
Low-pressure die casting is an efficient and reliable casting process, especially suitable for the production of high-quality, complex-shaped metal parts. Its wide application in multiple industrial fields proves its important position in modern manufacturing. Here is a quick selection guide: choose HPDC high pressure die casting advantage for mass production of of these thin-wall parts. For example, aluminmium alloy radiator high pressure die casting machine. As it has these advantages of high pressure die casting of aluminum. And choose LPDC for medium batches with high quality needs.
Haichen die casting machine
Haichen is one Chinese die casting machine manufacturer for more than 10years. We produce High Pressure cold chamber die casting machine and hot chamber die casting machine. They have durable and highly precise features.


Haichen also produce die casting machine auxiliary equipment. Such as conveyor, vacuum machine, mold temperature controller, industrial robot, sprayer and so on.

We supply cold chamber and hot chamber die casting machine spare parts.
Welcome contact us.



