Gooseneck structure design in die casting:
- Material Selection
- Structural Design
- Strength and Durability
- Integration with the Die Casting Machine
- Optimization for Efficiency
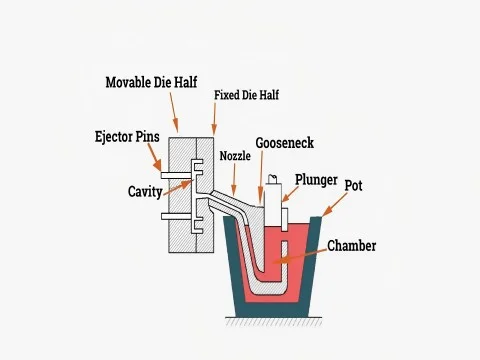
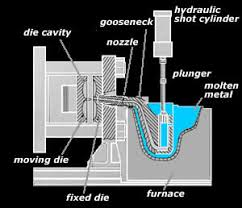
In the die casting process, the design of the gooseneck structure is a key component of hot-chamber die casting.
The gooseneck is a kind of metal channel connecting the molten metal pool and mold chamber.
Its design directly affects the efficiency of metal flow, casting quality and equipment life.
The swan-neck mold is a container used in a hot chamber die-casting machine to hold molten metals (such as aluminum alloys, zinc alloys).
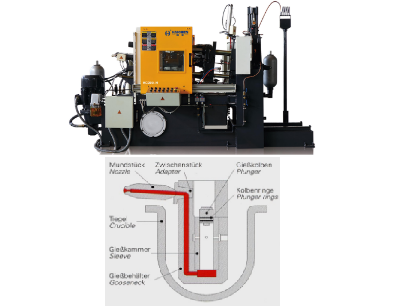
In die-casting production, the swan-neck mold is the core melting and feeding component of the hot chamber die-casting machine.
It comes into direct contact with the hot metal liquid and is a key component that determines product quality and machine efficiency.
During the cycle of the die-casting machine, the “necked pot” is responsible for melting the metal and pushing the molten metal into the mold cavity under high pressure.
It is usually located in the “core” position of the die-casting machine, serving as the final storage and pressurization area before the metal liquid enters the mold.

Material Selection
Forged vs. Cast Steel: Goosenecks can be made from either forged or cast hot forming steel.
Forged goosenecks have higher material homogeneity.
While cast goosenecks are less prone to stress cracks due to their even wall thickness transitions.
Structural Design
Smooth Flow Path: The gooseneck should ensure that molten metal can flow smoothly into the mold cavity without turbulence or hesitation.
Curvature and Dimensions: The curvature of the can avoid local stress concentration.
The width and eccentricity of the gooseneck are key parameters affecting its strength.
For example, the initial design of the gooseneck width might be 50 mm, with an eccentricity of (t/2 + 2.5) mm, where t is the width dimension of the mold section farthest from the center of pressure.
Haichen Design Optimization of Gooseneck Structure in Die Casting
Following basic design principles, engineers shall optimize the gooseneck structure to suit different die casting materials and product specifications.
And production requirements to improve process stability and casting quality,the key optimization directions are as follows:
- Channel Size Optimization
- Material Optimization
- Plunger and Nozzle Optimization
- Temperature Control Optimization
Channel Size Optimization
The diameter and length of the internal channel are adjusted according to the fluidity of the molten alloy and the size of the die cavity.
For alloys with poor fluidity, a larger channel diameter is adopted to ensure full filling, while avoiding excessive diameter that leads to material waste and prolonged solidification time.
Material Optimization
Select high-quality heat-resistant and wear-resistant materials, such as high-grade cast or forged steel.
To enhance the gooseneck’s resistance to high-temperature erosion and mechanical wear, extending its service life.
For magnesium alloy casting, materials with better corrosion resistance are selected to avoid chemical reactions with molten magnesium.
Plunger and Nozzle Optimization
The plunger is designed with a wear-resistant coating to reduce friction with the injection chamber.
Then,the nozzle is designed with a detachable structure for easy replacement.
And its internal structure is optimized to match the die inlet, improving molten metal flow continuity.
Temperature Control Optimization
Add heating and heat preservation structures to the gooseneck to maintain a stable temperature of the molten metal during transportation, preventing partial solidification and blockage of the channel.
Common Problems and Solutions in Gooseneck Structure Design
- Molten Metal Leakage
- Channel Blockage
- Short Service Life
- Uneven Molten Metal Flow
Molten Metal Leakage
Poor sealing between the plunger and the injection chamber, or between the nozzle and the die.
Optimize the fit accuracy between the plunger and the injection chamber, install high-temperature-resistant sealing rings.
And adjust the nozzle’s position to ensure tight connection with the die inlet; regularly inspect and replace worn sealing parts and nozzles.
Channel Blockage
Insufficient heat preservation of the gooseneck, leading to partial solidification of molten metal, or excessive impurities in the molten metal adhering to the channel wall.
Improve the gooseneck’s heat preservation structure, increase the heating power of the nozzle and channel.
Strengthen the purification treatment of molten metal to reduce impurities; regularly clean the gooseneck channel to remove residual solidified metal.

Short Service Life
The gooseneck material is not resistant to high-temperature erosion and wear, or the structural thickness is insufficient, leading to deformation and damage.
Solution: Replace with high-quality heat-resistant and wear-resistant materials.
Increase the wall thickness of the injection chamber and key stress-bearing parts according to the working pressure; regularly inspect the gooseneck for cracks and wear, and repair or replace it in time.

Uneven Molten Metal Flow
The gooseneck channel has sharp corners or sudden diameter changes, leading to turbulent flow.
Re-optimize the channel shape, adopt smooth arc transitions, and ensure uniform channel diameter.
Adjust the plunger’s movement speed to avoid sudden changes in molten metal flow rate, ensuring stable and uniform flow into the die cavity.

Strength and Durability
Stress Analysis: The gooseneck portion of the mold must withstand significant pressure and bending moments.
Strength analysis is essential to ensure that the gooseneck can handle the forces involved in the casting process.
Wear Resistance: Since the gooseneck is in direct contact with molten metal, it is subject to wear.
It serves as a replaceable wear part, specially designed for zinc and magnesium casting.

Integration with the Die Casting Machine
Connection to the Mold: The gooseneck is connected to the fixed half of the mold, allowing molten metal to flow from the injection system into the mold cavity.
Clamping and Alignment: Proper clamping and alignment of the mold halves are crucial to prevent metal leakage and ensure consistent casting quality.

Optimization for Efficiency
Cycle Time Reduction: The design of the gooseneck should minimize the time required for the molten metal to fill the mold cavity, thereby reducing cycle times.
Cost Considerations: While ensuring strength and functionality, the design should also aim to reduce manufacturing costs.
For example, optimizing the width of the gooseneck can help balance strength and cost.

Die casting machines supplier: Haichen Machinery
Haichen Machinery is a Chinese company specializing in the manufacturing and supply of aluminum cold chamber die casting machines, hot chamber die casting machines and related equipment.

Besides die casting machines, we also supply spear parts, such as nozzles, crucible, gooseneck, ladler spoon, and so on.
The model of the goose-neck kettle is usually related to the tonnage (i.e., the injection pressure) of the die-casting machine.
The common specifications of the goose-neck kettle include 15T, 25T, 30T, 38T, 88T, 160T, 200T, etc.
The goose-neck kettle is usually custom-produced based on the specific brand’s die-casting machine.
And it needs to match the corresponding machine structure. The same is true for Haichen.

The design of the gooseneck structure in die casting involves careful consideration of material properties, structural integrity.
And process efficiency to ensure high-quality castings and long service life of the gooseneck component.



