Common Cooling in Die casting defects are cold shut, thermal cracks, pores, shrinkage, thermal tearing, ejector marks.
The avoidance of defects is the pathway to cost-effective high-quality aluminium die-casting production. Let alloy selection, die casting mold design, process control and simulation be critically analyzed to pre-inform and pre-resolve all possible defect issues.
It will now look at the possible defects that may occur in the process of die-casting, which will lead to spoiling surface treatments to be applied later. Surface treatments may include electroplating or spray painting for beauty and function.
Common Cooling-Related Defects in Die Casting: Causes and Solutions
- Cold Shuts
- Hot Cracking
- Gas Porosity
- Shrinkage Porosity
- Hot Tearing
- Ejector Marks
Cold Shuts

- Characteristics: Incomplete fusion of molten metal streams, forming visible linear defects that weaken structural integrity.
- Causes:
- Low mold temperature or insufficient metal temperature, causing premature solidification.
- Poor gating system design (e.g., incorrect gate location, overly long runners) or slow injection speed.
- Solutions:
- Increase mold and metal temperatures.
- Optimize gating design (e.g., shorten runner length).
- Boost injection speed to ensure rapid cavity filling.
Hot Cracking

- Characteristics: Cracks formed during solidification due to thermal stress.
- Causes:
- Uneven cooling rates, leading to localized thermal stress.
- Sharp corners or abrupt wall thickness changes in mold design.
- Solutions:
- Improve cooling system uniformity (e.g., add cooling channels).
- Redesign parts with rounded corners or stress-relief features.
- Use alloys with better crack resistance.
Gas Porosity
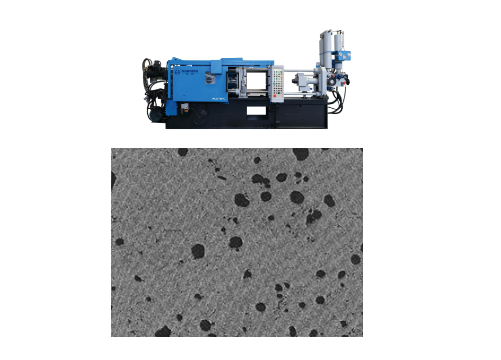
- Characteristics: Round or oval-shaped smooth-surface bubbles inside or on the casting.
- Causes:
- Trapped gas released during cooling due to poor venting.
- Excessive lubricant residue or inadequate mold venting.
- Solutions:
- Enhance venting systems (e.g., add overflow wells).
- Reduce gas content in molten metal (e.g., degassing during melting).
- Control spray application to avoid excess lubricant.
Shrinkage Porosity
- Characteristics: Voids or depressions caused by uneven metal shrinkage, common in thick sections.
- Causes:
- Poor cooling system design, causing unbalanced solidification.
- High pouring temperature or premature mold opening.
- Solutions:
- Optimize cooling channel layout for thermal balance.
- Add chills or cooling ribs to accelerate thick-section cooling.
- Adjust pouring temperature and extend dwell time.
Hot Tearing
- Characteristics: Cracks formed in late solidification due to restricted contraction.
- Causes:
- Non-uniform cooling causing concentrated shrinkage stress.
- Mold material thermal fatigue or improper heat treatment.
- Solutions:
- Use bainitic heat-treated mold steel for thermal fatigue resistance.
- Optimize wall thickness to avoid localized thick areas.
- Control mold preheating temperature to reduce thermal gradients.
Ejector Marks

- Characteristics: Surface marks caused by ejector pins during part removal.
- Causes:
- Insufficient cooling time, leading to premature ejection.
- Excessive ejector force or rough mold surfaces.
- Solutions:
- Extend cooling time for full solidification.
- Optimize ejector system design to reduce force.
- Polish mold surfaces and apply proper release agents.
Other Related Defects
- Flow Marks: Caused by rapid cooling of metal flow fronts; increase mold temperature or injection speed.
- Sink Marks: Localized shrinkage; improve cooling or adjust wall thickness.
Comprehensive Prevention Strategies
- Optimize Cooling Systems: Use simulation tools (e.g., AnyCasting) to design balanced cooling channel layouts.
- Process Control:
- Mold Temperature: Preheat to optimal range (e.g., 220°C) and maintain uniformity.
- Pouring Temperature: Avoid extremes (e.g., ~680°C for aluminum alloys).
- Injection Speed: Ensure fast filling to minimize cold shuts.
- Material Selection: Use crack-resistant alloys and control composition (e.g., 0.6–1.1% Fe for aluminum).
- Mold Maintenance: Regularly polish surfaces to reduce gas entrapment and sticking.
By implementing these measures, cooling-related defects in die casting can be significantly reduced, improving both product quality and production efficiency.
Cooling method in Die casting machine
Cooling systems in die-casting machines are critical for maintaining mold temperature stability, improving casting quality, and enhancing production efficiency. Key methods include:
- Water Cooling Systems (Cooling Channels)
- Air Cooling & Indirect Cooling
- Conformal Cooling
- Heat Pipe Cooling
- Process Parameter Optimization
- Auxiliary Measures
Water Cooling Systems (Cooling Channels)
The most widely used and efficient method:
- Internal Cooling Channels: Channels are designed within the mold to circulate water and directly absorb heat. Water temperature, flow rate, and distribution must be precisely controlled to ensure uniform mold cooling.
- High-Pressure Jet Cooling: Utilizes water pressurized up to 20 bar through dedicated pipes and core pins to target high-temperature areas (e.g., thin structures near molten aluminum). Residual water is blown off with compressed air, and leak detection systems are integrated.
- Water Temperature Control: Excessively low temperatures (e.g., <20°C) risk thermal stress cracks. Preheating water to ~50°C improves heat exchange efficiency and reduces thermal shock risks.
Air Cooling & Indirect Cooling

- Compressed Air Cooling: Blows air across mold surfaces for auxiliary cooling, ideal for water-sensitive applications.
- Indirect Cooling: Uses high-thermal-conductivity alloy inserts (e.g., beryllium copper, tungsten alloys) to transfer heat from hard-to-cool areas (e.g., small, complex features) to external water-cooled zones.
Conformal Cooling
- Achieved via 3D printing (e.g., selective laser melting) to create molds with cooling channels that conform to the casting geometry. This reduces hot spots, improves surface finish, and shortens cycle times (e.g., reducing spray cooling needs by up to 30%).
Heat Pipe Cooling
- Uses heat pipes to rapidly transfer localized heat to external heat sinks, combined with water or air cooling. Ideal for small, precision components.
Process Parameter Optimization
- Cooling Time Control: Adjusted based on casting wall thickness, alloy type, and mold complexity. For example, zinc alloy die casting may require cooling times ranging from 0.8 to 2 seconds, optimized alongside injection speed and water temperature.
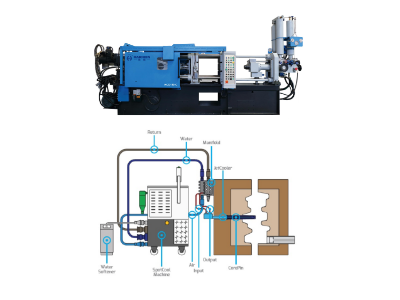
- Automated Control: Modern machines integrate sensors and heat exchangers to monitor mold temperature in real time and dynamically adjust water flow. For instance, hot-chamber machines use recirculating pumps and metal filters to stabilize cooling systems.
Auxiliary Measures
- Release Agent Spraying: Spraying agents with cooling additives to lubricate and dissipate heat.
- Extended Cycle Time: Allows natural cooling but reduces productivity, often used as a temporary fix.
Key Design Principles
- Thermal Balance: Zone-specific cooling (e.g., cavities vs. cores) using separate channels or temperature controls.
- Condensation Prevention: Cooling water temperature must exceed ambient levels to avoid surface condensation, which degrades casting quality.
Water cooling (especially conformal and jet cooling) dominates die-casting cooling systems, supported by air cooling, heat pipes, and process automation. Method selection depends on alloy type, part complexity, and cost considerations.
Haichen die casting machine cooling system
The cooling system of Haichen die-casting machines integrates hydraulic oil cooling, die casting mold temperature control, and auxiliary equipment support to ensure efficient production and casting quality.
- Hydraulic System Cooling
- Mold Temperature Control
- Auxiliary Cooling Equipment
- Innovation and Energy Efficiency

Hydraulic System Cooling
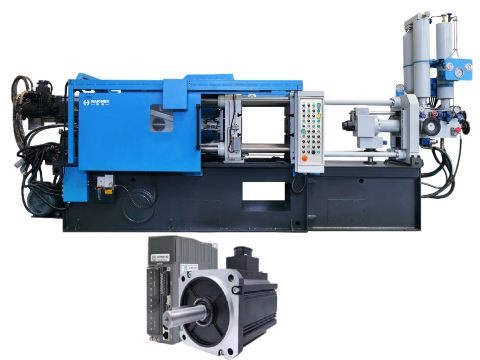
The hydraulic system in cold-chamber die-casting machines utilizes advanced oil-cooling technology for stable operation. Regular replacement of cooling oil and filter cleaning are emphasized to prevent contamination, ensuring optimal fluid flow and pressure stability. Specific models (e.g., HCD-C series) feature an independent pump-driven hydraulic oil cooling system for enhanced reliability. Servo-driven systems (e.g., Haitian HDC series) incorporate high-performance servo motors and cooling air conditioners to improve heat dissipation efficiency.
Mold Temperature Control
Mold cooling is achieved through built-in cooling channels. In high-pressure die casting (HPDC), channel design critically impacts casting porosity. Haichen’s machines employ closed-loop real-time control systems (e.g., dual-loop injection systems) to precisely regulate pressure and speed during cooling, ensuring uniform mold temperatures. For example, the HCD-C series’ four-stage injection control (slow speed, first fast, second fast, and intensification) combined with magnetic ruler positioning optimizes molten metal filling and solidification.
Auxiliary Cooling Equipment
Haichen provides complementary equipment such as mold temperature controllers and vacuum units, integrated into production lines for dynamic temperature adjustments. For aluminum radiator die casting, machines with varying tonnage (e.g., HCD-300 to HCD-1250) are selected based on product size, paired with temperature controllers to ensure uniform cooling. External equipment like quenching tanks rapidly cool castings post-ejection, minimizing deformation and defects.
Innovation and Energy Efficiency
Haichen’s cooling systems incorporate energy-saving technologies. The HCD-C series uses an independent dual-speed intensification energy storage device, adjustable via a human-machine interface, achieving injection speeds exceeding 8 m/s to shorten cycles and boost efficiency. Servo-driven systems (e.g., Siemens PLC-controlled models) optimize energy use, reducing long-term costs. Closed-loop energy recovery systems further minimize energy waste by precisely controlling injection pressure and cooling time.
Haichen’s cooling system achieves efficient heat management and production stability through hydraulic oil optimization, mold temperature precision, auxiliary equipment integration, and energy-saving innovations, making it ideal for high-temperature alloy castings like aluminum and magnesium.
Contact us anytime you need more die casting information.



