Die casting material properties refer to the properties exhibited by metal materials during the die-casting process, such as melting point, fluidity,etc.
Understanding material properties is the first step in successful die casting production. Each alloy behaves differently during melting, injection, and solidification, directly affecting part quality and process stability.
These characteristics of the die casting used metal die casting materials determines greatly the quality and performance of the end piece. For example, materials with high fluidity fill thin walls easily but may require slower injection to avoid air entrapment.
This report is about the essential characteristics of the materials used in die casting and how they relate to the die casting and what is produce at the end. This knowledge helps engineers select the right alloy and set appropriate process parameters for each application.

Die Casting Material Properties
- Melting Point
- Flowability
- Thermal Conductivity
- Strength and Hardness
- Shrinkage
- Ductility
- Material Selection Guidelines
Melting Point
Metals utilized within a die casting should possess a relatively low melting point. This ensures that the metal can both be melted and solidified within the die at a faster rate. This increases the overall cycle time efficiency within the casting process.
Flowability
Materials used should exhibit a favorable flowability. This phenomenon is critical in mold cavity filling and even more so in intricate and thin walled geometries. Enhanced flowability is the key in bubble and void elimination and promotes more uniform and defect-free castings.
Thermal Conductivity
The rate at which the molten metal cools within the die is fundamentally influenced thermal conductivity. This is critical as it determines the microstructure and mechanical properties of the casting.
Strength and Hardness
The wear resistance and mechanical load one is capable of applying to a die casting is dictate by the strength and hardness of the die material use in the casting process. This is particularly important in components subjecte to mechanical load.
Shrinkage
The dimensional accuracy and surface finish of a die casting is largely influenced by the solidification shrinkage of the material. The fewer the deformations one experiences, the more shrinkage one is said to possess. Materials are always desire that improve deformation resistance and dimensional stability.
Ductility
Ductility is require in the casting in order for it to survive the stresses of demolding from the mold without breaking and cracking. More forgiving and ductile materials have much less defects.
Material Selection Guidelines
Different die casting applications require matching alloy types.
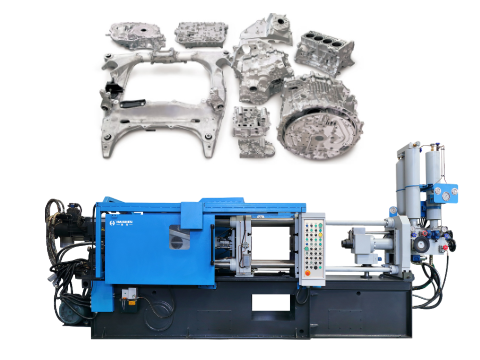
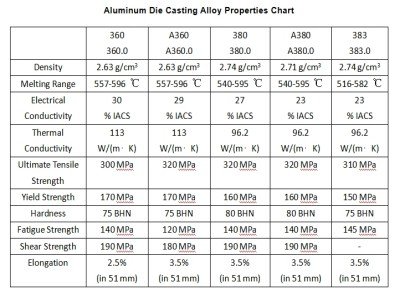
- Structural parts:select A380 or ADC12 aluminum alloys with tensile strength above 300MPa, further improved by heat treatment.
- Decorative or complex parts:select Zamak 3 or Zamak 5 zinc alloys offering excellent surface finish and fine detail reproduction.
- lightweight applications:select AZ91D or AM60B magnesium alloys with the lowest density.
- High-temperature or wear applications:select copper alloys maintaining strength and wear resistance.
HAICHEN provides material selection assistance based on part requirements, with machines calibrated for each alloy type.
Impact of Material Properties on the Die-Casting Process
- Melt Temperature:
- With zinc alloys (380-420°C), there is 30% less energy used than with magnesium alloys (620-680°C).
- Mold Temperature:
- 150-200°C is the temperature range for aluminum alloys to avoid cold shuts while magnesium alloys are in 200-300°C to minimize oxidation.
- Injection Speed:
- Magnesium alloys is set at > 45 m/s (high fluidity) while aluminum alloy is set at 30-40 m/s.
- Shrinkage Compensation:
- Solid aluminum alloys deflect 1.2% under gravity therefore the mold design must initially be enlarged.

Haichen Machinery: Expert in Improving Die-casting Material Performance
- Advanced Control System and Quality Assurance
- Die casting material properties and solutions
- Market Competition and Customer Support
Advanced Control System and Quality Assurance
Haichen die casting machines apply modern systems and methods of machine-controlled die casting to achieve controlled casting injection pressure and speed, thus, enhancing casting quality and consistency.
Die casting material properties and solutions
We understand that die-casting materials’ properties such as fluidity, strength, and melting point influence the quality of die castings. Therefore, we strive to deliver die casting solutions tailored to different material properties.
Market Competition and Customer Support
Performance optimization of die casting machines enables our customers to maintain a competitive position, particularly in the die casting industry of aluminum alloys, zinc alloys, and magnesium alloys.

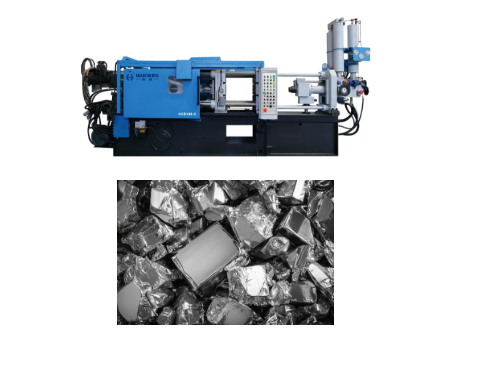
HAICHEN Die Casting Materials
- High – Quality Alloys
- Customized Solutions
- Technical Support
High – Quality Alloys
HAICHEN offers a range of high – quality die – casting alloys, including aluminum, zinc, and magnesium. These alloys are engineered to provide optimal mechanical and thermal properties for various applications. For example, HAICHEN’s aluminum alloys are optimized to have good fluidity, anti – sticking, and corrosion resistance, making them ideal for automotive and aerospace components.
Customized Solutions
HAICHEN provides customized material solutions to meet the specific needs of our customers. Our team of experts can help select the right alloy based on the desired properties and application requirements. Whether you need high – strength components or lightweight parts with intricate details, HAICHEN can provide the appropriate material solution.
Technical Support
HAICHEN offers comprehensive technical support to assist with material selection, process optimization, and troubleshooting. Our goal is to help our customers achieve high – quality results and maintain efficient production processes.
Common die casting materials include aluminum alloys, zinc alloys, magnesium alloys, and copper alloys. Each of these materials has unique die casting properties that make them applicable for varying purposes.
Optimizing the die casting process is vital for enhancing quality and reducing production costs. Understanding material properties is vital for die casting process optimization.



