Key features of ladle cup includes material, high temperature, corrossion resistance, sealing and airtightness and so on.
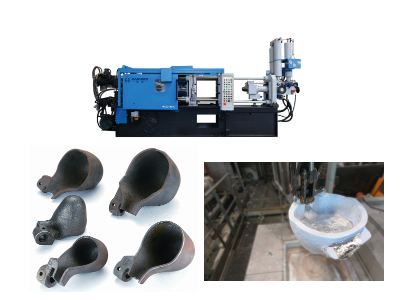
The Ladle Cup (also known as the pouring cup) is a metal container mounted on the end of the ladle handle, used to hold and deliver molten metal to the shot sleeve or directly pour it into the mold during the cold chamber die casting or hot chamber die casting process. It is a key component to achieve “fast, stable, low temperature loss” metal pouring.
The key features of a ladle cup in die casting include high-temperature resistance, thermal shock resistance, non-wetting properties, insulation, and structural strength. Ceramic composite is preferred for aluminum for its high melting point, low thermal conductivity, and non-wetting surface. Cup design must optimize capacity, shape, inlet, and mounting interface. It must match machine tonnage, shot sleeve size, and automation.
This article first introduces the core functions of the ladle cup. Then it explains its material properties and design points. Next, a HAICHEN case show us how ladle cups improve casting efficiency.
features of the die-casting machine ladle cup include:
- Core Functions of the Ladle Cup
- Material and high temperature resistance
- Corrosion resistance
- Design optimization
- Practice Of High-Performance Ladle Cup

Core Functions of the Ladle Cup
The ladle cup is the part that directly contacts molten metal. Its performance directly affects metal quality and transfer stability.
Holding and Transferring Molten Metal
- The cup scoops a measured amount of metal from the furnace and transfers it to the shot sleeve
- Cup capacity determines the pour weight and must match the shot size
- Cup shape affects how the metal flows during transfer
Maintaining Metal Temperature
- Cup material must have good insulation to reduce temperature drop during transfer
- Excessive heat loss increases metal viscosity, affecting fill quality
- Good insulation allows metal to stay in the cup longer without solidifying
Preventing Metal Contamination
- Cup material should not react with the metal, avoiding impurities
- Non-wetting surfaces reduce metal buildup and prevent oxide skins from entering
- Smooth inner walls improve flow and reduce residue
Withstanding Thermal Shock and Mechanical Load
- The cup repeatedly contacts hot metal and cool air, experiencing severe temperature changes
- It must afford the weight of the metal and inertial forces during movement
- Insufficient strength can cause deformation or cracking
Material and high temperature resistance
The die-casting machine spoon is usually made of high melting point materials. Such as ceramics or ductile iron, with a high melting point (such as the melting point of the ceramic spoon is 1860℃±10℃). And excellent thermal shock resistance (such as To > 1000℃). It can withstand high temperature environments.
Aluminum Alloy Die Casting
(Melt Temperature Approximately 660°C)
- Main Structure: H13 or Fastcool55 (Thermal Fatigue + High Thermal Conductivity)
- Bottom Lining: E-SY2000 Ceramic Castable (Resistant to 1450°C)
- Surface Coating: Refractory ceramic or aluminum oxide coating to prevent welding and corrosion
Magnesium Alloy Die Casting
(Melt Temperature Approximately 650°C)
- Use H13 or 8407 for a balance of high-temperature strength and toughness.
- For longer life, choose Fastcool55 to improve thermal conductivity and reduce welding risks.
Zinc Alloy Die Casting
(Melt Temperature Approximately 420°C)
- Conventional heat-resistant steels (H11 and H13) are sufficient; if cost is a concern, ordinary cast steel or ductile iron can be used.
High-temperature Alloy Casting
(e.g., copper-based, titanium alloys)
- For higher temperature resistance: Stellite6B (Resistant to 870°C) or cobalt-based alloys.
- A refractory ceramic lining can be used on the bottom to prevent high-temperature corrosion.

Corrosion resistance
The spoon material must have good corrosion resistance to adapt to the corrosive environment of high temperature solutions such as aluminum water and zinc alloy.
Die casting machine ladles must be preheated before use. Recoated regularly during operation to prevent welding, erosion, and high-temperature heat loss.
Surface Protective Layer (Coating)
- Ceramic Thermal Spray (Al₂O₃-MgO, SiC, ZrO₂)
High melting point and high hardness, it forms a dense layer above 800°C, significantly reducing metal penetration and adhesion. - Nitriding/Carburizing
Produces a hardened layer on the steel surface, improving wear and corrosion resistance. Commonly used for molds and hopper shells. - Metallic Plating (Chrome, Nickel)
Forms a dense metal oxide film, preventing molten metal from directly contacting the substrate. - Refractory Castable Lining (High-Alumina Bricks, Cast Refractory Castables)
Using low-moisture, uniformly sized Al₂O₃-MgO significantly improves corrosion and penetration resistance.
Design and Process Measures
- Cold Chamber Structure: Separates the molten metal from the injection mechanism, preventing high-temperature metal from directly corroding critical components such as the injection piston.
- Separate Hopper: A removable hopper facilitates liner replacement and corrosion inspection.
- Temperature Control: Maintains the hopper temperature slightly below the liquidus temperature of the molten metal to reduce the rate of chemical penetration of the metal into the hopper.
- Flow Path Design: Prevents metal from remaining in the hopper for extended periods of time, minimizing localized high-temperature corrosion.

Design optimization
Modern spoon designs focus on reducing the chance of oxide scale entering the aluminum liquid, such as using a closed small opening design to improve the defective rate of die-casting parts.
Optimization Goals
- Minimize heat loss → Improve metal temperature retention.
- Reduce temperature drop during the pouring process → Prevent thermal cracking and shrinkage.
- Reduce pouring time → Improve production efficiency.
- Reduce turbulence and inclusion generation → Improve casting surface quality.
- Reduce wear on machinery and molds → Extend equipment life.
Cup Volume
Take 1.1 x shot weight (kg) as a benchmark. This value can be refined within ±5% to balance heat retention and metal overflow risk.
Inclined Speed Curve
A two-stage method (a fast first half (v₁≈30%-40% of maximum speed), and a second half (v₂≈10%-20% of lower speed) maintains a stable liquid level while shortening pouring time.
Pouring Flow Rate
Maintain in the laminar flow region (Re < 2000). The specific value depends on the alloy viscosity and cup opening diameter, with a typical range of 30–45 m/s. Excessively high values will cause spray marks and surface defects.
Cup Insulation
Adding a high-temperature-resistant insulation layer (5–10 mm thick) to the outer wall of the cup can reduce heat loss by approximately 10–15%.

Haichen’s ladles are precision-engineered to optimize the molten metal transfer process in die casting. Manufactured from high-grade refractory and steel materials, Haichen ladles are designed for exceptional thermal resistance and structural integrity. It includes a balanced, ergonomic design for operator safety and control, and specialized coatings that minimize heat loss and metal adherence. This ensures accurate, consistent dosing, reduces temperature drop of the aluminum, and minimizes slag inclusion. By enhancing transfer efficiency and metal quality, use Haichen ladles.
HAICHEN Practice Of High-Performance Ladle Cup
HAICHEN Machinery provides ceramic composite ladle cups optimized for aluminum die casting. These help customers achieve stable and efficient metal transfer.
Case Study: Aluminum Bracket Production
- Customer Need: An auto parts plant produced aluminum brackets, 3.5kg each, two-cavity mold
- Original Solution: Cast iron ladle needed coating every shift, lasted about 3 months, castings had high iron content
- HAICHEN Solution: Ceramic composite ladle cup, 8kg capacity, integrated with HCD400 cold chamber machine
- Results Achieved: Cup life over 100,000 cycles, no coating needed; casting iron content reduced 30%, scrap from 8% to 2%; better insulation, temperature drop reduced 50%, fill quality improved
HAICHEN Ladle Cup Technical Advantages
- Imported ceramic composite, withstands 1860°C, excellent thermal shock resistance
- Closed small-opening inlet effectively blocks oxide skins
- Thermal conductivity 15 times lower than cast iron, superior insulation
- Boron nitride coating, non-wetting to aluminum
- Lightweight, 2kg cup weighs 1/3 of cast iron
Haichen die casting machine
Haichen is one Chinese die casting machine manufacturer for more than 10years. At the same time, we produce both high pressure cold chamber die casting machine , hot chamber die casting machine and spare parts. They have durable and highly precise features.


Haichen also produce die casting machine auxiliary equipment. Such as conveyor, vacuum machine, mold temperature controller, industrial robot, sprayer and so on.

We supply cold chamber and hot chamber die casting machine spare parts.
Welcome contact us.



