Die cast platens are major structural members of die casting machines. Their main function is to hold and support the mold in proper alignment and closure during the injection process at high pressures.
This is the role of a platen in die casting machines.
The platen carries the mold, transmits the clamping force, and has three aspects that directly influence both quality and productivity: strength, accuracy (in terms of how well it maintains its original geometric relationship to other parts), and condition (or state of wear).
The modern die-casting platen design from Haichen keeps improving its ability to work well in high-pressure and high-temperature settings using materials that are very hard, dynamic hydraulic help and digital control.
Detailed explanation of the die-casting machine locking platen mechanism
- Basic Structure and Types
- Core Functions
- Specialized Features and Maintenance
- Role in the Die Casting Process
Basic Structure and Types
- Material and Design:
- Platens are thick, robust steel plates forming the core framework of the machine, engineered to withstand extreme pressures (often exceeding 1,000 tons) without deformation.
- Common Configurations:
- Stationary Platen:
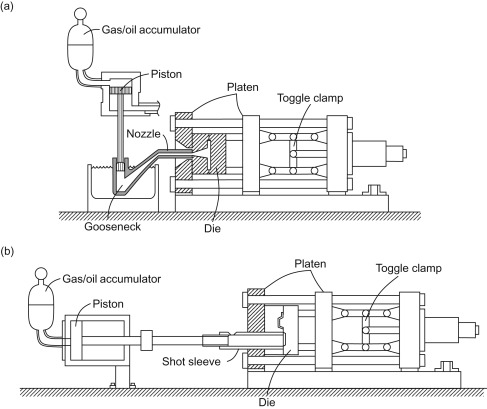
- Located at the machine’s “injection end,” it holds the fixed half of the mold (cover die) and aligns with the injection system (e.g., shot sleeve).
- Moving Platen:
- Situated between the stationary platen and the rear platen, it holds the ejector half of the mold. Hydraulic or mechanical systems drive its movement to open/close the mold.
- Rear/Adjustable Platen:
- Found in some machines, it adjusts mold height or accommodates varying mold sizes. It slides along tie bars to fine-tune positioning.
Core Functions
- Mold Fixation and Alignment:
- T-slots or threaded holes on platens secure the mold halves, ensuring parallelism of the parting line to prevent defects like misalignment or flash.
- High-Pressure Clamping:
- Hydraulic systems lock the moving platen against the stationary platen, applying clamping force to counteract injection pressure (up to 200 MPa) and prevent molten metal leakage.
- Dynamic Operation:
- During each cycle, the moving platen retracts to open the mold, enabling part ejection. The rear platen may adjust for thermal expansion or mold wear.
- Heat Dissipation:
- Platens act as heat sinks, transferring heat from the mold to the machine structure to aid in cooling and cycle time reduction.

Specialized Features and Maintenance

- Adjustability:
- Rear platens often incorporate sliding mechanisms (e.g., shoes and wear plates) for quick mold height adjustments.
- Maintenance Requirements:
- Regular cleaning of mounting surfaces prevents debris-induced misalignment. Damaged T-slots or threads must be repaired to ensure mold stability.
- Design Variations:
- While most machines use a two-platen system, some employ a three-platen design for enhanced flexibility in large-scale production.
Role in the Die Casting Process
- Clamping Phase:
- The moving platen closes the mold, and tie bars apply clamping force to seal the parting line.
- Injection Phase:
- Molten metal is injected at high pressure; platens maintain mold integrity under the stress.
- Cooling and Ejection:
- After solidification, the moving platen retracts, and ejector pins release the casting.
Die casting platens are indispensable for precision, durability, and efficiency in high-pressure die casting. Their robust design, alignment accuracy, and adaptability directly impact casting quality, cycle times, and machine longevity. Proper maintenance and understanding of platen mechanics are essential for optimizing production outcomes.

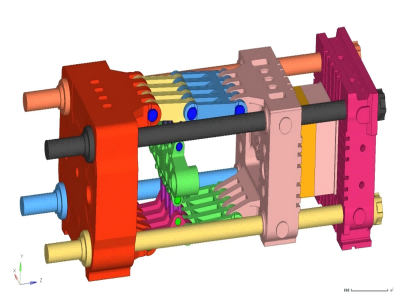
Working principle of die casting machine platens
The platens of a die casting machine are core components that support the mold and ensure its precise closure and locking. Their working principles involve the following key mechanisms:
- Platen Components and Functions
- Clamping and Pressure Maintenance
- Dynamic Workflow
- Precision and Maintenance Requirements
- Integration with Other Systems
Platen Components and Functions
- Stationary Platen: Located at the injection end of the machine, it secures the fixed half of the mold (cover die). Its surface typically features T-slots or threaded holes for mold mounting.
- Moving Platen: Positioned between the stationary platen and the rear platen, it holds the movable half of the mold (ejector die). Driven hydraulically, it slides along tie bars to open and close the mold.
- Rear/Adjustable Platen: Situated at the machine’s rear, it adjusts to accommodate mold height. During clamping, it moves slightly to apply tension to the tie bars, ensuring uniform clamping force.
Clamping and Pressure Maintenance
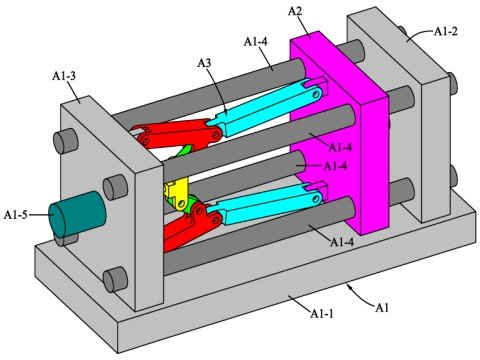
- Tie Bars: Four tie bars pass through the platens’ corners, aligning them and bearing the clamping force. During locking, they stretch to generate reactive force, preventing mold separation under high injection pressure.
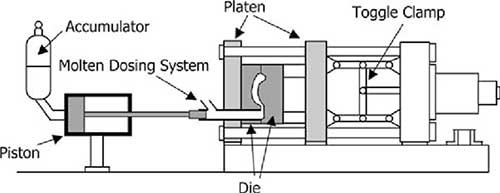
- Toggle Linkage: Connects the rear and moving platens, amplifying hydraulic force via mechanical leverage. This reduces hydraulic system size and oil consumption while improving clamping speed and efficiency.

Dynamic Workflow
- Closing Phase: The hydraulic system drives the moving platen toward the stationary platen until the mold fully closes. The clamping mechanism (tie bars and toggle) then applies high pressure (typically thousands to tens of thousands of kN) to lock the mold.
- Injection and Pressure Holding: After molten metal fills the cavity, the platens maintain pressure to ensure defect-free solidification. For example, in squeeze casting, pressures of 20,000–30,000 psi may be applied to densify the metal.
- Mold Opening and Ejection: After solidification, the moving platen retracts to open the mold. Ejection mechanisms (e.g., ejector pins, plates) then push the casting out of the ejector die.
Precision and Maintenance Requirements
- Surface Cleanliness and Alignment: Platen surfaces must remain debris-free to avoid mold misalignment or uneven heat transfer. T-slots/threaded holes should be inspected for damage during mold changes.
- Thermal Management: Cooling systems stabilize platen temperatures to prevent thermal expansion-induced misalignment or dimensional errors.
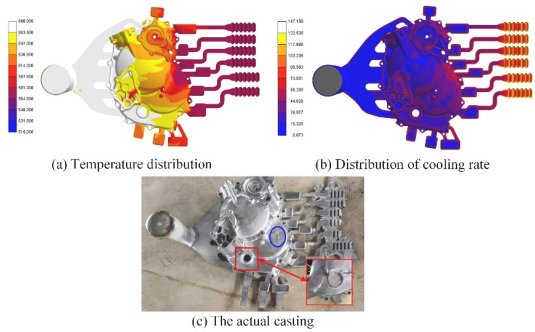
- Material and Structural Optimization: Modern platens use high-strength ductile iron and finite element analysis (FEA) to optimize stress distribution. For instance, topology optimization can reduce peak stress from 205 MPa to 47.3 MPa while achieving lightweighting.
Integration with Other Systems
- Hydraulic System: Drives platen movement and clamping, requiring precision proportional/logic valves for smooth operation.
- Control System: PLCs and HMIs monitor platen position, clamping force, and motion curves, auto-adjusting parameters for different molds and processes.
In summary, die casting machine platens ensure precise mold closure, high-pressure locking, and stable operation through mechanical, hydraulic, and control synergy. Their design and maintenance prioritize strength, thermal stability, and dynamic responsiveness to meet complex industrial demands.
What is the purpose of die casting?
Die casting is a high-pressure metal casting process designed to efficiently produce metal components with complex geometries, tight dimensional tolerances, and excellent surface finishes by injecting molten metal into precision-engineered steel molds (referred to as “dies”). Key objectives include:
- High Precision & Surface Quality
- Complex Geometry Formation
- High-Volume Production Efficiency
- Material Performance Enhancement
- Lightweighting & Cost Efficiency
High Precision & Surface Quality
Die castings achieve dimensional tolerances of 0.001-0.003 inches per inch and surface roughness (Ra) values typically ranging from 0.8-3.2 μm, often eliminating secondary machining. Examples include automotive engine components and electronic connectors that leverage these properties.
Complex Geometry Formation
Movable cores and sliders in die designs enable features like internal cavities, threads, and undercuts. Tesla’s gigacasting technology, for instance, consolidates 70+ parts into a single casting, streamlining assembly.
High-Volume Production Efficiency
Typical cycle times range from 30-60 seconds, with multi-cavity molds yielding hundreds of parts per minute—ideal for automotive mass production. Zinc alloy die castings can reach annual outputs of tens of millions.
Material Performance Enhancement
High injection pressures (up to 10 tons/sq.in.) create rapid mold filling and a dense “skin effect,” improving mechanical strength. Vacuum-assisted systems reduce porosity to <0.1%.
Lightweighting & Cost Efficiency
Aluminum die castings replace steel parts in automotive applications, reducing weight by 30-50% and cutting manufacturing costs by >20% through reduced welding. Die lifespans reach 50,000-80,000 cycles (aluminum) or 100,000 cycles (zinc), lowering per-unit costs.

Applications: Automotive (engine blocks, transmission housings), electronics (connectors, heat sinks), aerospace (brackets, enclosures).
Limitations: High mold costs (large dies exceed millions of RMB) and primary use with low-melting-point alloys (Al, Zn, Mg). Emerging hot-work tool steels (e.g., ASSAB 8407) and thermal management technologies are expanding applications to higher-melting-point materials like copper alloys.
Contact Haichen by email to get more die casting technical details.



